
 of spinning")
Yarn recovery is becoming a big challenge for spinning industry to cut down the cost due to the current spike in cotton prices. When the going gets tough sure the tough get goingâ€. In general, raw material cost is around 55 to 65% in percentage of sales turnover. Even a marginal improvement in yarn recovery would lead to stunning results. In this article, TG Sarathy explains the methodology to maximise the yarn recovery through complete process reengineering
In the present scenario, high cotton prices have become a subject of concern to the domestic textile industry. There was a huge demand for the cotton in the post-COVID period. US sanction on Xinjian cotton, that accounts 10% of the world cotton production, is another factor. At present, Indian cotton prices are higher than the international prices, affecting the competitiveness of the industry. Quality cotton is quoted at 74,000 a candy and not a surprise if it touches Rs 80,000 a candy. Prices are 80-90 per cent higher than that of the previous year. There is no shift to manmade fibres from cotton among the spinners and the yarn makers seem to be absorbing the hike.
In the budget 2021-22, it has been announced that seven Mega Integrated Textile Parks is being launched to further boost domestic manufacturing. It may enable textile industry to achieve size and scale so as to become globally competitive and also create global champions in export with a target of achieving 20 per cent share of the global textile trade and also helping the domestic industry to attain a size of $650 billion by 2024-25. The market size of the sector is set to double. India sits on the brink of a growth story that could become equally as impressive as China. However, India’s downstream industry in textiles and apparels is not well developed, resulting in a weak link in the value chain. Above 45 lakh spindles are set to be added in the coming years and with surge in cotton prices as well yarn demand is expected to come down due to massive spindle expansions. Now the survival of spinning industry solely depends on its operational efficiency.
The yarn realization is the most important factor to assess the technical performance and profitability of spinning mills. Yarn realization (YR) means conversion of raw material in percentage terms into finished yarn. YR place a vital role in current cotton price scenario to minimize the clean cotton cost. The methodology and process reengineering activities performed by Texcoms Textile Solutions (TTS) in their client mills to improve the mill operational performance by improving the yarn realization in a spinning factory is explained in this article. It is sure that this article will help the mills to apply these techniques to improve the YR%. This paper attempts to comprehensively review the methodology on YR improvement with TTS intervention in client factory.
1: Components for YR
Vital components for cotton yarn realization are:
- Cotton quality specifications
- Lot management and mixing issue system
- Customer quality requirements
- Process parameters
- Spinning limits – Under spinning or Over spinning
- Relative humidity %
- Invisible loss / gain
- Tare weights
1.1: Cotton quality specifications:
Of course raw material quality is a basic parameter to improve the yarn recovery.
- Short Fiber Content: In cotton fibres, fiber length whose length is shorter than 12.5 mm are usually considered as short fiber content % (i.e. SFCn %) as determined by AFIS instrument. It is eliminated as waste in blow room, carding and also in comber noils. However, SFCn is ignored by majority of the mills being a critical factor driving the YR. Cotton Grade according to SFC (n) % for medium staple Indian cotton is given below for achieving best yarn recovery

- Cotton trash%: Trash content removed in blow room & carding processes with some amount of good cotton fibers ultimately reduce the yarn realisation. Heavy particles are extracted easily due to their denser in nature but elimination of lighter leaf particles pose a big challenge and lead to higher waste extraction. In addition to that, other fibre properties such as Micronaire, immature fiber content (IFC) and fiber strength also influences YR%.
1.2: Lot management and mixing issue system
As cotton is a natural fiber, within bale and between bale variations is also an inherent characteristic. Each cotton bale has different cotton quality specifications. Hence, it is essential to ensure homogeneity in the mixing lay down. Mixing lay down charts are prepared in novel way to maintain yarn quality consistency. Mixing lay down chart based on Micronaire is given in Figure 1 can be designed manually or by using software.

Hence to obtain desired results in the downstream processes, it is very important to follow and adopt uniform mixing and appropriate process parameters along with the systematic bale management as shown in the Figure1. The bale plucker plucks the cotton fibres in the form of tufts from right to left; whereas the roll which plucks the cotton has uniform average micronaire. Cotton homogeneity further improves in subsequent process of blenders or mixers in the blow room line.
Ginners have a practice of spraying water, bypassing pre/post cleaners and even supplying false packing by adding comber noil before dispatching to the spinner. In those bales, variation in Micronaire CV % and SFCn CV% indicates the quality of ginning and exposes false packing. Mills shall focus on these parameters to evaluate the ginners and maintain the approved vendor list based on quality of their supplies. Cotton specification standards shall be fixed and maintain the same parameters for longer period. Furthermore, introduce minimum number of bales on each day to minimise the cotton quality variations. The mills should try to maintain the lowest variation in micronaire, staple length and strength.
- Customer Quality requirements: Yarn realisation is also widely affected by end use of the product or for specific quality requirement. For high quality and sensitive end user applications such as shirting’s, suiting’s & garments etc., higher waste has to be extracted by the mills to meet the requirements.
- Process parameters: Wrong selection of process parameters lead to poor quality & working performance of the spinning process, which ultimately force the spinner to extract high amount of waste.
- Spinning limits: Under limit of spinning or over limit of spinning also impacts on yarn realisation%. Mills should use the standard cotton quality parameters suitable for each count to minimize the mixing cost. Ex: Industry standard Yarn realization for various combed counts: Ne 30s – 75 to76%: Ne 40s -73 to 74% Ne 60s – 68 to 70%
1.3: Relative humidity %
To retain the moisture in cotton to specific level, the relative humidity shall have to be maintained 65% in mixing, winding and packing. Cotton yarn absorbs adequate moisture which in turn with less fluff liberation. This will lead to lower invisible losses.
1.4: Invisible loss or gain
It is very important factor for overall spinning process. Moisture in cotton bales shall be <7.5% to minimize invisible loss. In general, in the first pick, the moisture in the cotton will be high. Hence, the mills have to keep in their mind to keep sufficient inventory to procure cotton in middle picking
1.5: Tare weights
The tare weight of cotton bales, carton boxes and waste bales shall be maintained precisely. The weighing balance used for weighment shall be periodically calibrated for its accuracy.
Factors responsible for loss
Key factors influencing invisible loss are:
- Moisture content in cotton bales
- Each cotton bales have to be weighed on daily basis before issuing it for mixing
- Relative humidity in blow room should be maintained at 60 to 65%. The bales shall be conditioned in blow room at standard RH% for absorbing sufficient moisture for smooth running.
- Moisture regain of cotton waste such as blow room waste, card waste & comber noil have to be checked and if it is found low, sufficient moisture shall be added before packing
- Moisture gain on cone/cheese packages after yarn conditioning system have to be ensured periodically
- Carton box weight tolerance shall be minimized and tare shall be checked on regular basis.
- Lower moisture in cotton proportionately increases the profitability of spinners. Imported cotton are supplied with < 6 % moisture too. However, Indian spinners are accepting cotton moisture up to 9%
Standards for waste% are:
| Blow room waste | Equivalent to cotton trash |
| Lint in Waste | <25% |
| Lint in Licker in waste | <25% |
| Lint in Flat tops | <55% |
| Lint in Stationary flats | <65% |
| Hard waste | < 0.5% – Should be free from defective bobbins such as ring cut yarn, long gaiting, slough off etc |
| Sweeping waste | < 0.8% – Should be free from soft waste |
Quality vs Noil elimination curve:
Figure 2 clearly indicates that the quality curve such as Yarn evenness, strength and imperfections are becoming flat after a certain level of noil elimination. Hence the mill should identify the optimum noil elimination based on yarn quality results. In practice, the mill team is adjusting the card waste or comber noil level without assessing the resultant yarn quality due to incremental elimination of waste. It results in lower yarn realization. Figure 2 clearly shows that the improvement in yarn quality follow a linear pattern with the increase in comber noil elimination. The curve flattens after 20% noil elimination which is an indicator for the mills to fix their noil level in comber.
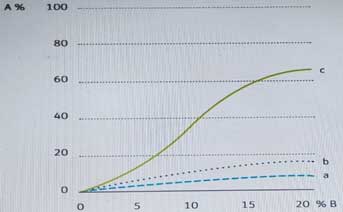
Figure 2: Dependence of Various Quality Parameters on noil elimination
A – Improvement of yarn Quality in %:
B – Noil elimination in %:
a – Yarn strength: b – Yarn evenness: c – yarn imperfections
Measures initiated by TTS:
TTS has initiated some useful measures to the mills for improving their yarn realization. Some of them are discussed in the following section:
- Moisture management system initiated from cotton to yarn.
- Sampling system for Cotton moisture testing is redesigned to collect from center of the bales.
- Tightly compressed bales were identified and corrective measures initiated.
- Created awareness among ginners on impact of moisture in spinning
- Maintain moisture in cotton storage godown, finished yarn, packing and waste bale press by using high pressure pump / humidifiers
- Maintaining RH% 60 – 65% in blow room, auto coner and packing sections.
- Avoid seepage of humidified air from the department. Humidification plant duct was extended up to packing.
- Moisture in saleable waste maintained equivalent to cotton moisture level by using fog nozzle sprayers.
- Maintaining and ensure daily yarn packing standard weight range.
- Regular follow up of tare weight of packing materials of cotton, yarn and waste.
- Daily calibration check of weighing balances used for weighing cotton bales, yarn and wastes.
- Optimizing and defining packing duration after yarn conditioning according to the outside climatic conditions.
- “Preconditioning – YCP (yarn conditioning plant) – post conditioning†process, defining standard duration and settings in each stage to improve moisture retaining capacity after YCP. The difference in temperature (Delta T) place critical role in moisture gain. YCP temperature, vacuum pressure and holding time optimized based on trials. After processing, the moisture level of yarn reaches to about 8.5 %.
- Daily checking of yarn moisture in packed boxes and ensure it is >7.5%
- Optimized blow room and card waste and minimized the good fiber loss.
- Ensure short fibers (SFCn) in comber noil > 80% and maintain minimum lint loss % in blow room and card waste.
- Explore continuously the possibilities to minimize noil based upon the SFCn% without affecting yarn quality.
- Avoided good fiber loss in fan waste.
- Use of plastic perforated separators for uniform absorption of moisture during yarn conditioning.
- Maintain lowest possible yarn count CV%.
- Minimize the winding cuts <75 per 100 km and quality alarms.
- Created awareness among the technical staff and operators on minimizing the waste.
- Improved supervision and adopted the best material handling system.
- Visual monitoring, inspection and recording of all the wastes on a weekly basis.
- Proper maintenance of machineries right from blow room to auto coner and improved quality of maintenance and critical machine setting.
- Process parameters optimized according to the cotton specifications.
- Fixed Standard Operating Procedures (SOP) in each department to ensure best work practices.
- Process control measures are initiated for consistency in the yarn quality.
- Proper estimation of process stock by minimizing the approximation to the possible extent.
- Training of the technical team.
Case study
A case study was conducted in one of our client mills running with Ne 60 combed compact yarn meant for weaving. The improvement in yarn realisation achieved by the mills is given in Table 1. It is observed that there are significant improvements in both yarn realization and invisible loss after the TTS study. Comparing the quality of the yarns produced after the noil reduction from 18.1 to 17.6% (0.5%), no significant deterioration was observed in yarn quality and strength parameters as well.
Table 1: Ne 60s Combed Compact weaving (Indian Cotton)
| Description | Before | After TTS intervention | % improvement |
| Blowroom micro dust | 1.6 | 1.4 | 12.5 |
| Licker in/Droppings | 5.8 | 5.0 | 13.8 |
| Flat | 5.0 | 4.6 | 8 |
| Sweepings | 0.8 | 0.4 | 50 |
| Hard Waste | 1.1 | 0.65 | 41 |
| Rotary Filter Waste | 0.66 | 0.72 | -9.1 |
| Total other waste % | 14.96 | 12.8 | 14.43 |
| Noil | 18.1 | 17.6 | |
| Yarn realisation% | 64.2 | 68.5 | 6.7 |
| Invisible loss% | 2.7 | 1.1 | 59 |
| Yarn Quality Results | Ne 60s Combed Compact Weaving | ||
| Unevenness % | 11.3 | 11.4 | |
| Thin (-50%) | 19 | 21 | |
| Thick (+50%) | 58 | 63 | |
| Neps (+200%) | 86 | 87 | |
| Total Yarn Imperfections | 163 | 171 | |
| Single Yarn Strength (RKM) | 20.3 | 20.3 | |
| RKM CV % | 9.7 | 10.1 | |
| Elongation | 3.1 | 3.1 | |
| Elongation CV % | 10.5 | 10.7 |
This project was implemented in client site. We have introduced daily monitoring check list, indicating all critical parameters which is affecting the yarn realisation. The team is trained to check and initiate corrective measures on regular basis. It took 3 months to achieve the desired results by assessing the mill, finding the gap and hands on project implementation.
Conclusion
Apart from cotton (raw material), yarn realization is influenced by many factors such as Bale/lot management system, process parameters, quality of maintenance and precision in critical machine settings and moisture levels in process, Yarn conditioning plant settings, YCP / delta T values and cotton sampling system. In addition, adequate training to the team by creating awareness on yarn realization is a must for the mills to perform successfully. It is clear from the case study that higher percentage of waste may not always be advantageous for yarn quality or performance.
In our case study, the yarn realization improved by 4.3% (absolute values). In Ne 60s combed compact weaving yarn with same cotton specifications in 50000 spindles spinning unit. The saving in accounts is Rs 850 lakhs per annum with the present current cotton price of Rs 74,000 per candy. Only by keeping down costs through operational excellence and capacity building, mills could maintain its competitive advantage.
About the author:

of Texcoms Textile Solutions (TTS),
TG Sarathy is the Country Head (India Operations) of Texcoms Textile Solutions (TTS), Singapore. TTS is a textile management consulting company operating in more than 50 countries. Sarathy is a textile technologist with 35 years of global experience in managing large scale textile units and expert in capacity building and benchmarking projects. He is available at sarathy@texcoms.com