

This case study offers insights on how our compressed air solutions have helped one of the textile plants achieve energy savings in their compressed air network.
Godrej Compressed Air Solutions improved the efficiency of compressed air systems in One of Largest Textile Manufacturing Company Based In, Southern India leading to energy savings of 3000 kWh/day and Reduction in Yarn Breakage by 17 per cent.
Foreword
Compressed air which is industry’s 4th utility is the most expensive utility, consuming approximately 20% to 22% of the total energy consumption of the entire factory in Textile industry sector.
This case study offers insights on how our compressed air solutions have helped one of the textile plants achieve energy savings in their compressed air network.
Overview
One of the largest Textile manufacturers based out of Southern India.
This manufacturing facility inSouthern India has aninstalled capacity of 4.6 Lakh spindles for weaving application.Weaving shop is highly dependent on compressed air for its processes which is fulfilled by a centralized compressed air network.
A major problem faced by theTextile manufacturer was very high energy consumption of air compressorsi.e., 37,000 kWh/day andpressure fluctuations leading to yarn breakage& inconsistent product quality.
So, the client decided to utilise the expertise of Godrej Compressed air solution to understand the possible energy saving potential in their compressed air system and nullify the pressure fluctuation.
Step 1: Feasibility study visit
Godrej CAS team conducted a feasibility study using data logging instruments in the existing compressed air network to understand the operation patterns of Compressors, variations in plant air demand and to work out a suitable solution along-with an estimation of envisaged energy savings.
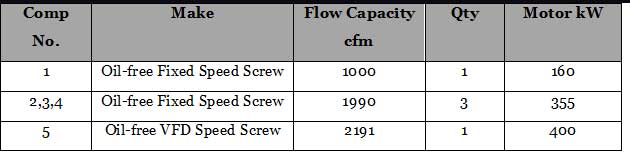
The Textile manufacturer has been using the following air compressors to fulfil their compressed air requirements in Weaving Division.

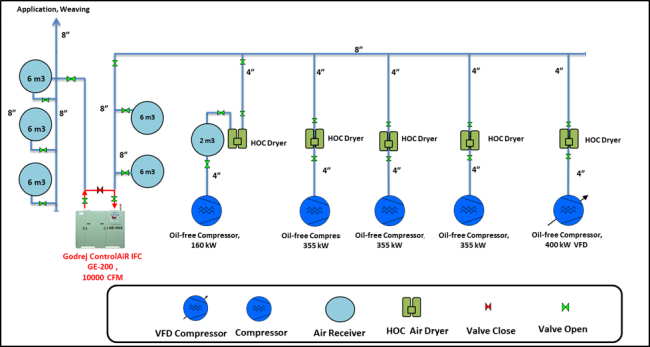
Godrej CAS team installed instruments to simultaneously carry out real time data logging as a part of the feasibility study in thecomplete compressed air system
Data logging instruments were installed at multiple locations viz:
- Generation – Compressor house
- Application – Weaving mills
Pressure drop was checked in Compressor House as well as in application points. The gathered data was then analysed to estimate the artificial demand currently present in the system which was causing pressure fluctuation and resulting in higher energy consumption.
Step 2: Observations & findings
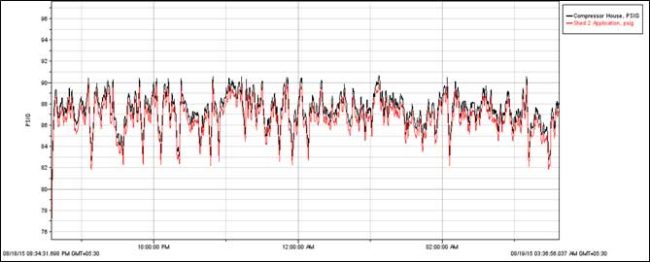
- During the feasibility study, pressure fluctuation in application was found to be
81psig (5.5barg) to 90psig (6.2barg) which resulted in upto 20 per cent artificial demand leading to increased energy consumption of air compressors.
- Compressor’s energy consumption was around 37,000 kWh/day
The status before: Pressure Variation in Compressed Air System from 81psig to 90psig
Step 3: Problems identified & solutions offered
After analysing the measured data, Godrej CAS team worked out a suitable solution and submitted an energy saving proposal.
It was recommended to install ControlAiR IFC-Demand Side Management Systems for weaving plant to reduce the artificial demand by optimising flow & pressure supplied to shop leading to huge energy savings and constant compressed air pressure in each shop could be achieved.
With installation of Demand Side Management Control Systems, it was envisaged to provide
- Constant pressure to the plant = within +/- 0.5 psig (0.03 barg).
- Energy saving in Compressed Air System = 1,850 kWh/day @ 5% and

Step 4: Implementation & results
As per the recommendations, the manufacturer installed ControlAiR IFC systems for Weaving Division,

By implementing the recommendations of the Godrej Compressed Air Systems, the textile manufacturer was able to realise that constant air pressure in plant, reduced artificial demand upto 18 per cent and ultimately energy saving in air compressors.
Benefits
- Constant Air Pressure with ControlAiR™ IFCs = ± 0.5 psig (± 0.03 barg)
- Actual Energy Saving achieved = 8 % @ 3000 kWh/day
- Reduction in CO2 Emissions = 125,000T/year
- Simple Payback Period = Less than 1 year
With installation of Godrej ControlAiR IFC Systems, the pressure in application was observed to be constant within +/- 0.5psig. (+/- 0.03barg.) Constant pressure in the plant helps in:

- Reduction in production losses due to yarn breakage, and thus improving the product quality.
- Reduction in compressed air leakages by 15 per cent.
- Consistency in pneumatic equipment performance due to constant pressure.
Real time pressure trends with Godrej ControlAiR IFC in weaving division
With Godrej ControlAiR IFCs installed inWeaving Division exact demand in terms of flow & pressure is matched and very stable pressure within +/- 0.5psig is provided to application.
Set Pressure: 81psig
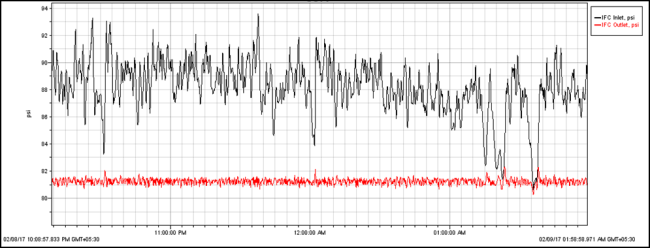
Godrej ControlAiR IFC, GE-200 Outlet Pressure at 81 psig within +/- 0.5psig
Air compressors performance with and without IFC
The Textile manufacturer had four screw load/unload and one screw VSD compressors to fulfil the compressed air demand.
Godrej CAS team with its extensive experience, recommended a solution which directly impacted on working pattern of compressors leading to reduced artificial demand and good energy saving.


Associate General Manager & Business Head GCEM Dept, Godrej Electricals & Electronics
“Reliable and constant pressure compressed air supply in the textile industry enables customers to maintain consistent product quality and improves the equipment life duration. Both have a significant impact in maintaining a lean utility bill ,high productivity and superior Quality.â€
About the author:
Prasad Shrirame, Product Manager- Godrej Compressed Air Solutions, Godrej & Boyce