

By exercising control over the incidence of various process and product wastes and invisible loss, it should be possible for the mills to maximise yarn realisation, of course, without compromising yarn quality, suggests S Mariappan.
A high yarn realisation is a factor of great importance in a spinning mill. It could be seen from the fact that even one percent reduction in yarn realisation would increase a mill’s profit by about Rs 35 lakh per annum for a 30,000 spindle mill. This is because resale value of waste is much less than the actual price of cotton till it reaches yarn stage. By exercising control over the incidence of various process and product wastes and invisible loss, it should be possible for the mills to maximise yarn realisation, of course, without compromising yarn quality.
Invisible loss
Invisible loss and yarn realisation are estimated every month in a spinning mill. Invisible loss and yarn realisation could be estimated from the following formula.
Invisible loss (kg) = Net Cotton consumption* (kg) – Net yarn production* (kg)
-Total saleable waste (kg)
Invisible loss (per cent) = Invisible loss (kg)/ Net cotton consumption (kg) X 100
Yarn realisation (per cent) = Net yarn production (kg) / Net cotton consumption X100
Where
* Net Cotton consumption (kg) = Cotton issue (kg) + opening stock of process
-closing stock of process
* Net yarn production (kg) = Yarn packed (kg) +closing stock of loose cone
– opening stock of loose cone
Norms for invisible loss
Good : 0.5 per cent
Average : 1.0 per cent
Poor : 1.5 per cent
Invisible loss occurs due to the following reasons
- Weighment errors in cotton purchase and yarn and wastes sold
- Excess give away of yarn
- Differences in moisture content between cotton and yarn
- Inaccuracies in the estimates of stock held in process
- Improper accounting of wastes produced
- Short fibres and fluff escaping from the departments
- Pilferage
Invisible loss may be higher in a particular month because of error in the estimation of process stock but it is suggested that action should be taken if it exceeds for a longer period say for 3 or 4 months for control purposes. Estimation based on longer duration will help in minimising variation in invisible loss due to errors in process stock estimates. It is suggested that the data compiled every month, a cumulative average could also be mentioned for control purposes.
Variation in invisible loss between mills
 Studies conducted in various mills indicate that the overall invisible loss reported by the mills ranges from 0.4 to 2.7 per cent as given in Table 1.
Table 1: Invisible loss ( per cent) and its variation
| Minimum | Maximum | Average |
| 0.4 | 2.7 | 1.2 |
It is seen from Table that invisible loss is found to vary widely by more than 6 times between mills. The wide difference in invisible loss is largely due to the various reasons discussed in the following section. Studies conducted in various mills shows that there is a good scope to reduce the invisible loss by attending to the various causes for the higher invisible loss.
Cotton purchase and issue
Most of the mills weigh individual bales at mills on receipt of cotton bales and the mill weight is taken as the invoice weight for purchase of payment and ERP entries. Party’s tare weight is taken for estimating the net weight of cotton. The average weight of individual bale derived (estimated by dividing total weight of lot by number of bales) is taken during issue of bales to mixing. The same is considered for estimating issue weight of cotton. The actual bale tare weight should be weighed and recorded once in a week.
The bale tare weight could be estimated once in a week and recorded. The tare weight of bale may be compared with the allowance given during purchase. Since the bale is in loose after removal of tare (plastic band & cloth), instead of removing during storage, the same could be checked during issue of bales to mixing.
 It is suggested to check the accuracy of the balance used with standard weighing stones before weighing cotton bales. The weighing stones may be kept near balance permanently. The empty bale trolley is also checked for its accuracy and recorded in the notebook once in a week.
Moisture content should be checked in 5 bales per lot during weighment of bales at the time of receipt. The average moisture content in the cotton purchase is about 7 per cent. Normally Cotton season beginning it is higher by 1 to 2 per cent whereas it is lower after the season. Ensure that yearly average is maintained at about 7 to 8 per cent.        Â
Some mills have got the practice of weighing again all the bales during issue also and record the weight of issued bales. During the issue, the bales lose moisture due to storage and hence the bale weight during issue is slightly lower Since the mill is paid for the invoice weight of bales, it is more appropriate to take invoice weight for the estimation of issue bale weight. It is not necessary to weigh again during issue of bales.
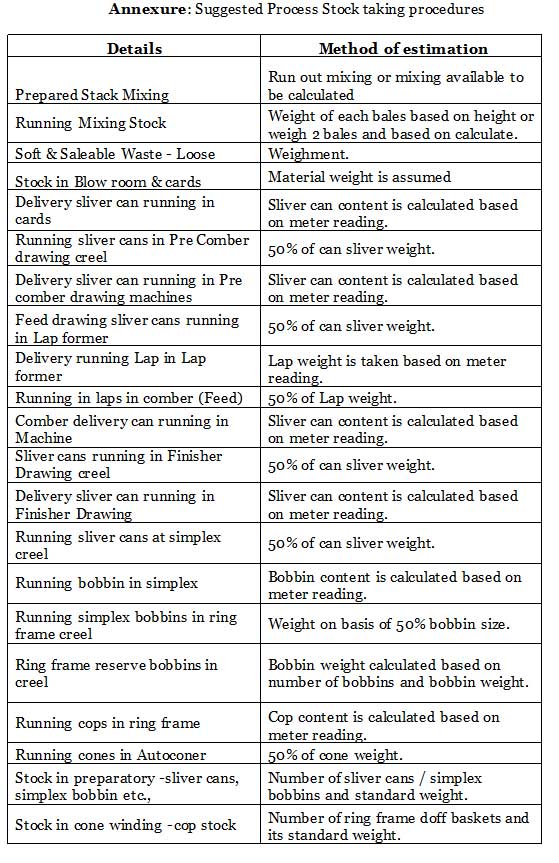
Process stock
Every month at the beginning of first shift process stock is taken in all the departments in the mill. It would be difficult to accurately assess the process stock in a mill. To improve the accuracy of the process stock figures, it is taken on the basis of objective assessment than the subjective assessment. For e.g., instead of assessing the bale size by subjective measurement like ¼, ½ size etc., the height of bale could be measured for the size and bale weight could be estimated. It is suggested that material content in preparatory and ring spinning (sliver, bobbin & cop content etc.,) are taken based on the QAD report. The suggested process stock taking procedure is given in Annexure.
Process stock quantity in a mill varies depending upon spindle capacity and average count of yarn produced. Quantity of process stock maintained in the mills is expressed in terms number of days of production. Normally for a spinning mill producing single yarn, the quantity of process stock for a normal working are as given below depend upon the average count of the mill.
Total quantity of process stock in a spinning mill is: 5 days of yarn production for 20s average count, 7 days for an average count of 40s, 10 days for 60s average count, 12 days for an average count of 80s and 15 days of yarn production for an average count of 100s. In special circumstances depending upon the necessity of the requirement, the stock in a particular department may be higher than the normal stock levels and hence the overall quantity of stock is slightly higher.
Yarn production
Packed yarn weight (RG1) is taken as the weight of yarn produced. Packed yarn weight is estimated by taking number of cone bags/cartons/pallets packed multiplied by standard weight of corresponding package. It is suggested to weigh all cone bags/carton boxes packed and the weight should be recorded. Instead of noting down in a notebook, cone bag./ carton box weight is automatically stored in the computer during weighing them. Even the mill could select weight range of bags/carton box so that after the limits, it is not allowing to record the bag/carton box weight.
Automatic cone winding production is estimated from the machine display in each shift and it is consolidated for the month. The mill should tally the automatic cone winding production with packed yarn production and ensure that the difference does not exceed more than about 1 per cent. Similarly the mill should also check the difference between ring frame and automatic cone winding production after adjusting hard waste and ensure that the difference in weight does not exceed 0.5 per cent.
Stock of loose cones in packing department are considered in the process stock during stock taking. Some mills used to pack all the cones and maintain no cone stock or very minimum cone stock during stock taking for avoiding the error in estimating loose cone stock.
It is necessary to maintain 65 per cent RH in cone winding. In the standalone winding department, it is easy to maintain the required 65 per cent RH. However mills which are having ring frames attached with link coner, it is difficult to maintain higher RH per cent since ring frames are maintained at a RH of about 50 to 55 per cent. It is suggested that the mill should keep cones at least 2 to 3 hours before yarn conditioning in a high humidity space. It is preferable to give enough space before yarn conditioning machine (and maintain a higher RH per cent) to keep/store the cone trolley.
Yarn conditioning
Normally, the moisture content in cotton will be about 7 per cent. Being a hydrophilic fibre, the cotton loses its moisture during the process of fibre to yarn conversion to the extent of 1 to 2 percentage points which would not only affect the yarn quality but also the invisible loss. Towards increasing the moisture content to the normal level in the final yarn, mills use conditioning plants operating with cold saturated steam. The conditioning process increases the moisture content by about 1.5 percentage points (by restoring the yarn’s natural regain). The increase in moisture content in yarn after conditioning would reduce the invisible loss.
 Cone yarn is conditioned after automatic cone winding which increases the moisture content of the yarn. After conditioning, the yarn strength and elongation would increase and hairiness would be better apart from weight gain in the yarn. Due to the above improvement in the yarn properties, less fly liberation in knitting (lower by about 0.3 per cent). Size pick up would be better for weaving yarn. To maintain the invisible loss within 0.5 per cent, the moisture content in cone yarn is also to be kept at 7.5 to 8 per cent,
Cones could be packed after taking cones from Yarn conditioning machine and transported to packing department. Packing department should be maintained at 70 per cent RH and above.
Packing tare weight should be checked for all items used once in a week and ensure that there is no difference between actual and standard tare weight. Weighing balance should be checked for its accuracy with the standard weights before weighment daily and it is recorded once in a week.
The dispatched bag/carton weight (which are sold) should be tallied with the weigh bridge weight. Mill Weigh bridge should be checked with the standard weights for its accuracy once in a month and the same should be recorded.          Â
Case study
A mill was having an installed capacity of about 50,000 spindles and produces cotton yarn having a production of about 20 tons per day. The mill spins 24s to 40s Hosiery yarn with an average count of about 34s.The mill was getting an invisible loss of 1.8 per cent. A study was conducted in the mills for reducing the invisible loss. The causes for higher invisible were identified. After implementation of the suggestions offered, the invisible loss was reduced to 0.6 per cent.
Another mill, the invisible loss was reduced from 2.0 to 0.8 per cent after the study and implementation of the suggestions. Similar studies were conducted in a number of mills for reducing the invisible loss.
Some of the reasons for higher invisible loss during the consultancy services and suggestions given to the mills for reducing the invisible loss are given below.
- Balances used in cotton godown, cone winding & packing departments and also mill weigh bridge must be calibrated and cross checked with standard weight periodically. The mills should use electronic balances instead of conventional mechanical balances.
- Tare weight of different packs viz., bags, cartons and pallets must be checked every week in packing department.
- Saleable wastes like blow room droppings, card waste, comber waste, yarn waste etc. should be weighed shift-wise and records should be maintained. Waste (per cent) in each department should be checked daily and compared with QAD studies report. Reconciliation of waste produced and quantity of waste sold is to be done every month.
- Higher waste in blow room & cards and comber should be reduced by proper maintenance and optimum setting. Waste variation between machines in cards & combers should be reduced (Allowable: Standard ±0.5 %).
- Process stock is to be taken based on the objective methods as suggested in Annexure. (Normally error in process stock is minimized or nullified when invisible loss is estimated for about 3 or 4 months. But when the mill is having large number of post spinning machines, error in the estimation of process stock would affect the invisible loss even if the process stock is taken for longer period).
- Roving waste should be reused in mixing which would improve the yarn realisation. Studies conducted in various mills reveals that there is no deterioration in yarn quality due to addition of waste (Roving waste should not exceed 0.2 per cent of mixing).
About the author
S Mariappan, M.Tech.,(Textiles) worked few years in spinning mills and has got about 33 years’  experience in Liasion & Consultancy department in The South India Textile Research Association (SITRA), Coimbatore. He had visited more than 400 mills for consultancy assignments both in India and foreign countries. He has retired from SITRA in the year 2018 as Research Associate. Presently a freelance Textile Consultant and is undertaking various consultancy studies in reputed mills.                                                                                            Â