

Amongst all spinning systems, ring spinning is the universal and versatile spinning system, the main limitation of this method is its limited spindle speed and cop content, which causes a lower production rate. Nowadays spinners are attempting to seek out various alternative spinning systems among which only rotor and air-jet are commercially used for yarn production. Each spinning technology creates a typical yarn structure. This yarn structure determines the characteristics of the yarn itself, the characteristics in downstream processing, and eventually the following textile product. The main aim of this paper is to spun air-jet yarn and rotor yarn of 29.5 tex from a blend of acrylic and cotton fibre and compare their mechanical properties.

The mechanical properties such as tenacity, breaking elongation, irregularity, abrasion resistance, and flexural rigidity of all yarn samples were tested and statistically analysed. It was found that the tenacity, breaking extension, irregularity, abrasion resistance, and flexural rigidity of air-jet spun yarn increase with increasing production speed. The tenacity, irregularity, abrasion resistance, and flexural rigidity of rotor spun yarn increase with increasing production speed whereas breaking extension of rotor spun yarn decreases with increasing production speed.
1 Introduction
Today, ring, rotor, and air-jet spinning systems are commercially used for yarn production. Ring spinning has its main limitation as to its limited spindle speed. So, nowadays spinners are trying to find out spinning technology that produces yarn at a high production rate. Many advanced spinning technologies spun yarn at a high production rate, among which only rotor and air-jet spinning are more popular and commercially utilized in the spinning industry for bulk production of yarn [1].

The spinning technology and machine variables influence the fibre arrangement in yarn, reflecting the properties and behaviour of yarn in subsequent processing. Textile fabrics with the softest touch are often undoubtedly produced from combed ring yarn. To manufacture a soft rotor yarn, the twist factor must be set low and supportive measures must be undertaken in textile finishing. Rotor spinning has encompassed a great potential to cut back the twist factor, which is that the basic prerequisite for the production of knitted fabric with a soft touch; with the support of a new and modified spin box generation and its components. Similarly, the air-jet spinning system is now moving from 100% CV into new applications like CO blends and 100% CO combed for knitting. Today, air-jet spun yarn is replacing rotor-spun yarn within the clothing sector, especially within the case of knitted fabrics [2].
Some researchers have compared the properties of ring-spun yarn and air-jet spun yarn but no such comparison of rotor spun yarn and air-jet spun yarn has been made. In this paper research paper, the comparison is made regarding yarn characteristics of air-jet spun yarn and rotor spun yarn made from acrylic/ cotton blend.

2 Material
The acrylic and cotton fibers were used for the production of yarn samples. The characteristics of acrylic and cotton fibers are as follows:
3 Methodology
The yarn of 29.5 tex was spun from a blend of acrylic and cotton (70:30) fiber on a rotor spinning and air-jet spinning machine at different levels of production speed. A predetermined quality of acrylic and cotton was mixed and processed on the LMW blow room line. The conversion to drawn sliver was done by MMC card, and LMW draw frame DO/6. Three draw frame passages were given to card slivers to produce a finished sliver of 3.2 k tex. The sliver was spun into 29.5 tex yarn on Murata Air-Jet spinning 802 MJS. 3^2 factorial experiments were used to study the main influence and reduced to 9 trails with varying spinning speed and ribbon width. Sample numbers and their every specification are shown in table no.2. The parameters such as first jet pressure (3.0), second jet pressure (4.5), and feed ratio (0.97) were kept constant for the production of all samples.
Â
The equivalent open-end yarn samples were spun on rotor spinners RU 11/ RU80 (4602) with different levels of twist factor viz. 37.4, 41.1, and 45.3 and with different levels of rotor speed viz 40,000, 50,000, and 60,000 rpm. 3^2 factorial experiments were used to study the main influence and reduced to 9 trails with different twist factor levels and different rotor speed levels. Sample numbers and their every specification are shown in table no.3. Spinning of open-end yarn was carried out with 48 mm rotor diameter and opening roller covered with OS 21 saw tooth wire running at 7,000 rpm and notched draw nozzles (external diameter, 15.5 mm and internal diameter 3 mm).

4 Characterization
Tenacity and breaking extension: All the yarns were tested for tenacity and breaking extension on Instron using a 500 mm test specimen and 200 mpm extension rate. Mean tenacity and breaking tenacity were calculated from 30 observations for each sample.
Yarn irregularity: Yarn irregularity was determined on Uster Evenness Tester.
Abrasion Resistance: The flat abrasion resistance was tested by Taber Universe wear tester. The number of rubs needed to cause yarn rupture was noted down for each sample, ten tests were carried out.
Flexural rigidity: The flexural rigidity was measured on weighted ring yarn and stiffness tester by ring loop method.
Â
5 Results and Discussion
5.1 Tenacity
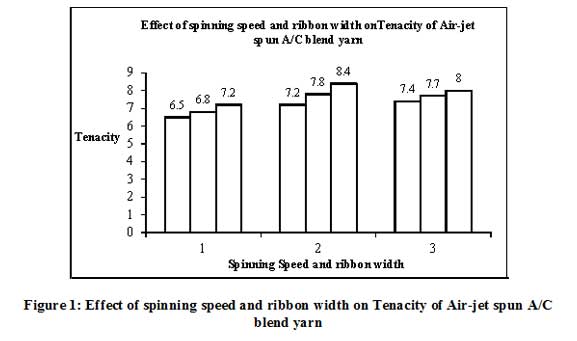
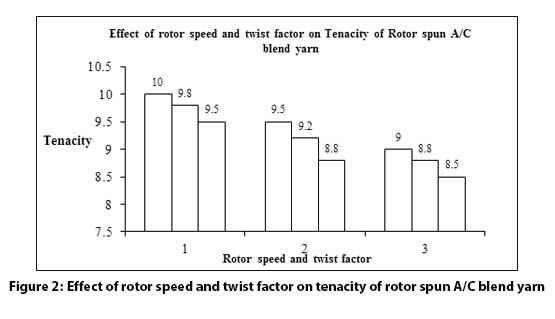
The tenacity of rotor spun acrylic/cotton blend yarns about the spinning system and ribbon width is shown in Figure 2. Tenacity results show the possibility of spinning OE yarns with a wide range of production speeds without affecting yarn tenacity. It can be seen from figure no. 2 that the tenacity of rotor spun yarn drops slightly due to an increase in twist factors but hardly changes when the rotor speed is raised from 40,000 – to 60,000. In the case of MJS yarn, the tenacity is lower at a lower production speed and increases with an increase in production speed.
Â
Generally, the tenacity of air-jet spun yarn is higher than rotor spun yarn but in present work, the tenacity of A/C air-jet spun yarn is 20 –30 % lower than rotor spun yarn, it is due to less length of wrapping owing to higher bending rigidity, low breaking extension and short length of cotton fibers. It is seen that special fiber length such as 32 mm used for rotor spun yarn is a disadvantage for air-jet spun yarn [3].
Â
5.2 Breaking extension
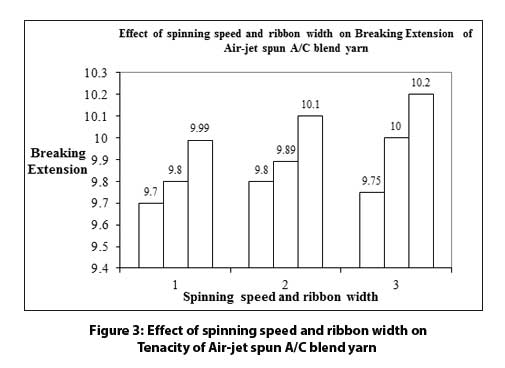
Figure 3 shows the breaking extension of air-jet spun yarn. The breaking extension increases with an increase in spinning speed, this is maybe because acrylic/cotton air-jet spun yarns have a low resistance to extension due to inter fiber slippage in yarn core because they are not bounded by wrapping fibers.
Â
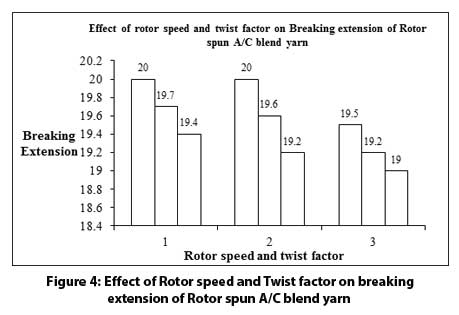
Figure 4 shows the breaking extension of rotor spun yarn. The breaking extension decreases with an increase in rotor speed. The high breaking extension of rotor spun yarns is due to many hooked, looped, and disoriented fibers in the yarn structure.
Â
The breaking extension of two yarns shows different trends in respect of production speed. For rotor spun yarn the breaking extension drops as the speed increase whereas for air-jet spun yarn the breaking extension increases with an increase in production speed [4].
Â
5.3 Irregularity
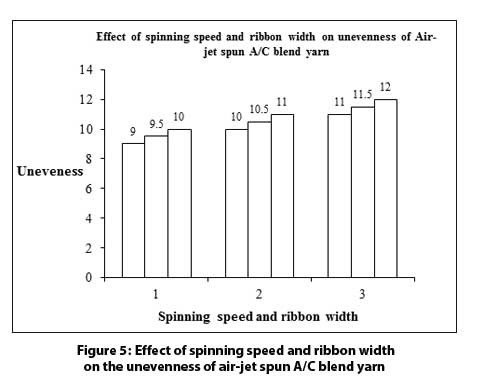
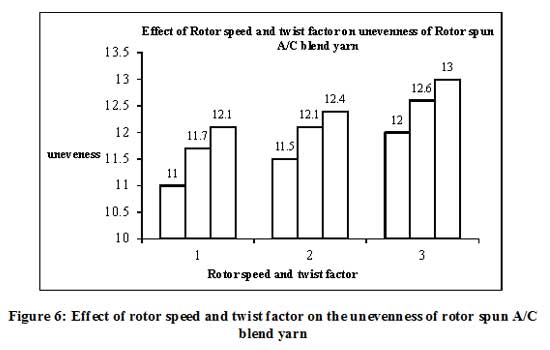
The acrylic/cotton rotor spun yarn is more even than air-jet spun yarn as shown in Figures 5 & 6. For both these yarns, there is a deterioration in yarn U % as the spinning speed is increased. For air-jet spun yarn, unevenness % increases slightly as the ribbon width is increased, this is due to the wrapper fibers which adversely affect the U % [5]
5.4 Abrasion Resistance
The number of abrasions cycle to rupture point for air-jet spun yarn and rotor spun yarn respectively are shown in Figures 7 and 8 respectively.
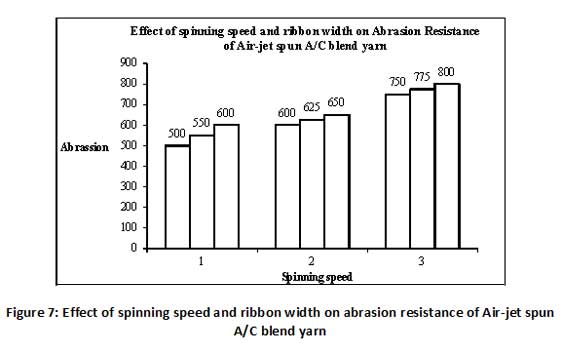
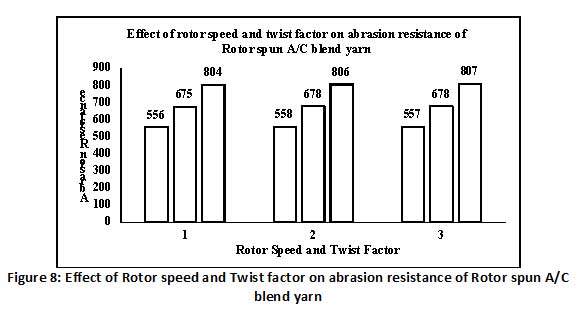
The air-jet spun yarn has better abrasion resistance than rotor spun yarns. Figure 7 and 8 show that the acrylic/cotton air-jet spun yarn shows lower resistance to abrasion than rotor spun yarn. The binding wrapper fibers in air-jet spun yarn gives high torsional rigidity and low breaking extension. The rupture of surface wrapper during abrasion causes a rapid exposure of unprotected core to abraded, leading to early rupture. In addition, the tight wrapper makes the air-jet spinning yarn sheath mobile unlike the rotor spun mobile yarn, thus improving abrasion resistance.
The toughness index is an indicator of the ability of a textile to absorb the work. The lower toughness index of air-jet spinning yarns compared to rotor spun yarn gives less ability and lower abrasion resistance. All these factors lead to the low abrasion resistance of air-jet spun yarn about production speed, the abrasion resistance shows a similar trend for rotor spun & air-jet spun yarn. For rotor spun yarn abrasion resistance does not change with twist factor but increases with rotor speed. But for air-jet spun yarn abrasion resistance shows an increase with an increase in production speed as well as ribbon width, this leads to an increase in wrapping length and the number of wrapping fibers which effectively shields the core leading to higher abrasion resistance [6].
5.5 Flexural rigidity
The flexural rigidity of air-jet spun yarn and rotor spun yarn is shown in Figures 9 and 10 respectively. The common observation that air-jet spun yarns is more rigid than rotor spun yarns is true for blends. In air-jet spun yarn the clustering the effect of core fibers due to their parallel arrangement and winding by a tight wrapper gives low freedom to move during blending.
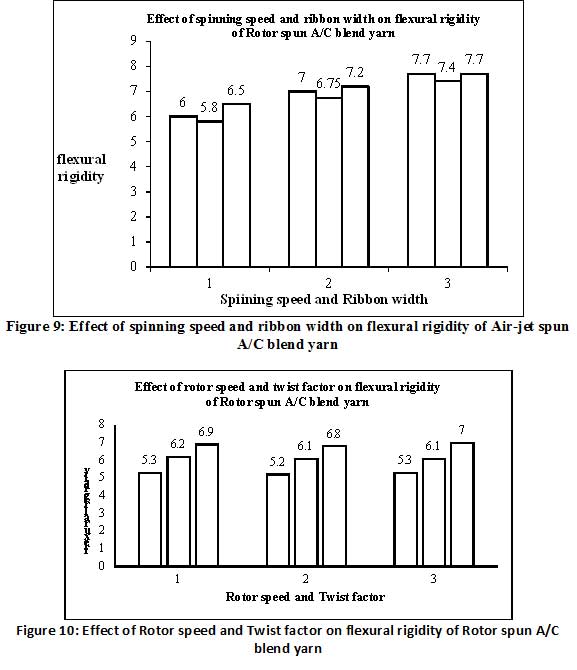
The flexural rigidity of OE yarn does not show any change in twist factor, it increases as the rotor speed increases, the effect of production speed on flexural rigidity of MJS yarn is as expected shown in fig 5. The flexural rigidity increases with production speed. The increase in edge fibers gives intensified wrapped in portion wrapper fibers. Flexural rigidity of MJS yarn decrease when the ribbon width is decreased. It is narrow condenser leads to a reduction in wrapper fibers [7].
Conclusions:
- Tenacity of Air-jet spun acrylic/cotton blend yarn increases with an increase in spinning speed as well as ribbon width, whereas tenacity of rotor spun acrylic/cotton blend yarn decreases with an increase in rotor speed and twist factor. The tenacity of acrylic/cotton air-jet spun yarn is 20 –30% lower than rotor spun yarn
- Breaking extension of air-jet spun acrylic/cotton blend yarn increases with an increase in spinning speed as well as ribbon width, whereas tenacity of rotor spun acrylic/cotton blend yarn decreases with an increase in rotor speed and twist factor. Breaking extension of rotor spun A/C blend yarn is better than that of air-jet spun yarn.
- For both yarns unevenness % ingresses with an increase in spinning speed. The acrylic/cotton rotor spun yarn is more even than air-jet spun yarn
- Abrasion resistance does not change with twist factor but increases with rotor speed for rotor spun yarn, whereas for air-jet spun yarn abrasion resistance shows an increase with an increase in production speed as well as ribbon width. Acrylic/cotton air-jet spun yarn shows lower resistance to abrasion than rotor spun yarn.
References
- Werner Klein, Volume 5, “New Spinning Systemsâ€, The Textile Institute, Manchester, England 1993, ISBN-1870812557, 9781870812559.
- C. A. Lawrence, “Advances in spinning technologyâ€, The Textile Institute, Woodhead publishing limited 2010, ISBN- 978-1-84569-444-9.
- Sharif Ahmed et. al. “Comparative study on the ring, rotor, and air-jet spun yarnâ€, European Scientific Journal, Vol.11, P- 3, ISSN: 1857 – 788, January 2015
- Carl A. Lawrence et. al. “Effects of Machine Variables on the Structure and Properties of Air-Jet Fasciated Yarnsâ€, Textile Value chain, March 1991
- Subramanian et. al. “Effect of some nozzle parameters on the characteristics of jet ring-spun yarnsâ€, IJFTR, Vol.32 (1), P- 47-52, Mar-2007.
- Hüseyin Gazi Türksoy et. al, “A comparative analysis of air-jet yarn properties with the properties of ring-spun yarnsâ€, Industrial Textile, Vol. 69, 2018.
- Ishtiaque, S M, “Distribution of Fibres in Cross-section of Rotor- and Ring-spun Yarns and Their Strengthâ€, IJFTR, Vol.11(4), P- 215-219, December 1986.
About the authors:
Prof S A Pardeshi, Prof S M Shetty and Prof A V Jadhav are associated with DKTE Society’s Textile and Engineering Institute, Ichalkaranji (Maharashtra)