

In the context of the thin margin prevalent in the spinning industry, it is essential to keep the production process flexible and agile to minimise inventory and maximise profits, says TG Sarathy.
The spinning industry in India is facing challenges due to fluctuating cotton prices, causing yarn prices to mismatch. Spinners need to shift focus towards man-made fibres (MMF) and blends.
1.0 Introduction:
The article discusses the increasing consumption of MMF in various sectors and suggests polyester staple fibre as the most suitable fibre for the industry. Texcoms Textile Solutions (TTS) has performed process reengineering activities in their client mill to transition from cotton to polyester in a ring spinning unit. The article aims to review the transition methodology and help mills to achieve quality production with MMF.
2.0 Need for shifting to MMF
The demand for synthetic fibres is expected to grow faster than cotton until 2021 due to limited cotton production, high cotton prices, increasing population, and industrial applications. Man-made fibres (MMF) are the dominant choice, accounting for over one-third of consumption, with synthetic fibres like acrylic, polypropylene, and polyester being the most used. Natural fibres account for only 28 per cent due to their growth limitations and the demand for versatile fabrics. MMF’s popularity is driven by their comfort, maintainability, versatility, and low manufacturing cost, making them a preferred choice in the textile industry and sustaining their long-term demand.
3.0. Shifting from cotton to polyester: The need for spinners in India and
procedure for transition
- 3.1 Polyester fibre quality specifications
- 3.2 Process flow
- 3.3 Process reengineering
- 3.4 Challenges in conversion
- 3.5 Establishing Quality
- 3.6 Relative humidity percentage
- 3.7 Brief on blending
- 3.8 Sustainable polyester
3.1. Polyester fibre quality specifications:
Polyester fibres are commonly used with denier ranging from 0.8 to 1.4, while deniers of 1.5, 2.0, and 3.0 are reserved for special applications like filling. The available cut lengths are 32, 34, 38, 40, 44, and 51 mm, and the fibres can be manufactured in Semi-dull, Optical White, and Super High Tenacity wit circular or other cross-sections. The tenacity of these fibres varies from 5.0 to 7.0 Grams per Denier (GPD), with an elongation range of 20-24 per cent. The moisture regain in PSF is less than 0.4 per cent. To avoid serious weft bar issues, it is important that the spinner ensures that each lot contains fibres with the same denier, merge number, tenacity, and colour. Moreover, fused fibres should be measured, and the upper acceptable limit should be less than 15 mg /10 kgs.
3.2 Process flow: a) 100 per cent PSF b) Polyester – Cotton blend
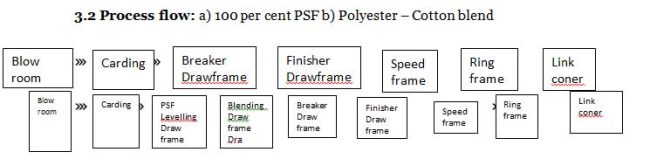
Figure 1: Polyester process flow chart
3.3 Process reengineering
3.3.1 The fibres: The spin finish, a lubricant, applied on fibres to avoid static electricity generation has an impact the drafting process, as it can either exhibit lower drafting resistance or higher static friction. This problem is more common in winter, which can lead to lapping and high breakage. To mitigate this issue, an optimised spin finish recipe should be used based on the prevailing climatic conditions. Additionally, fibre crimp can also affect processing, and occasionally, when a whole bundle of fibres is squashed together, it can generate significant processing issues. Therefore, mills should ensure that these parameters are considered upon while receiving PSF bales.
3.3.2 Mixing
It is essential to relax PSF to stand unopened for a minimum of 24 hours under ambient climatic conditions before processing. To ensure consistent performance and quality, a minimum of 20 bales should be selected from at least four consignments with the same merge number. This step will help to minimise variations in fibre properties and ensure a uniform product.
3.3.3. Blow room
Polyester fibres can be sufficiently opened with one beating point. The recommended sequence of machines for processing PSF includes Bale Plucker, Unimix with fine opener, and condenser. It is essential to keep the material pipe lines as short as possible and minimise bends to reduce bundling of fibres and the generation of neps. This will help to ensure the smooth flow of fibres through the machines and minimise processing issues.
3.3.4. Carding
Polyester fibres are delicate and require gentle handling during processing to prevent damage. To avoid fibre damage, coarser clothing and a negative angle single licker in wire should be used. Card flat top settings are critical in improving card working performance, and narrow flat top settings can lead to poor quality and thermal damage. For smooth processing, the distance between opening elements should be wider and delivery speed can be made to run higher or lower than cotton processing based upon the problems like insufficient spin finish, RH per cent and cylinder loading. Grinding intervals depend on the spin finish, and frequent cleaning of the material path is crucial. Petrol washing of clothing should be done weekly to maintain the clothing free from spin finish. Clothing choking can be prevented by doffer grinding. Higher cylinder speeds can shorten fibres and cause thermal damage. To ensure uniform card feed, chute perforations and air exit points should be washed with soap water.
3.3.5. Draw frame
The PSF process uses two passages – breaker and finisher – with wider roll gauges for polyester fibres. Roll gauges in the back and main zones are 20 per cent and 10 per cent higher than the cut staple length, respectively. Wider settings are used for high-strength, high-crimp, fine fibres, lower spin finish and lower break draft. Roller loading should be higher than for cotton to minimise drafting slip, and wider draw frame trumpets are encouraged due to bulky fibre. Keep the draft below 6 for ease of processing, with minimal tension draft. Top rolls should use 80° shore hardness and berkolising for better performance. Processing of the fibres need extreme care due to the high sliver break rate caused by lapping, which may also damage rubber rollers. Restrict delivery speed to avoid temperatures beyond 80°C, which may cause thermal damage and dye variations.
3.3.6. Speed frame
The break draft distance is crucial for roving quality, with the optimal setting determined by the fibre length and drafting resistance. The total draft should fall between 8-12, with the drafting load to be increased significantly. Lower twist levels are used due to the longer fibres and higher fibre-to-fibre friction, and care must be taken to avoid false drafts. Slubs and thick places can be prevented by using a wider spacer, broader condenser, optimum nip distance, and higher top roll loading. Top roll cots with a shore hardness of 80° should be used, and a finer roving hank is recommended for smooth processing.
3.3.7 Ring Spinning
For fibres <40mm, a roll gauge of 42.5/70mm should be used in the front/back zone with a 36mm cradle. Top roll cots should have 80° shore hardness. The back zone gauge should be higher with a lower break draft for better yarn quality and fewer end breaks. The traveller speed should be <29 m/s to avoid thermal damage. Use a high bow traveller to reduce friction. The number of fibres in the cross-section depends on fibre denier and yarn denier. In general, there is a minimum of 60-75 fibres and hence lower twist multipliers range from 2.8-3.2 is suffice. Medium/ hard cots of hardness range from 75 to 83 has to be used in front roll to resist the drafting resistance as well as wear on cots.
3.3.8. Link coner
To optimise the setting for high fibre strength and length, the clearer setting should be based on yarn body diagram depending upon the yarn faults so as to avoid unnecessary clearer cuts. The setting should aim to eliminate all objectionable faults with minimum classimat faults. Winding cuts should be maintained between 70 to 90 per 100 km and the cone density should be kept at around 450 GPL to improve performance in subsequent processes.
- Challenges faced in cotton to PSF conversionBlow room blockages: Blockages can lead to decreased fibre quality and
processing efficiency. To mitigate this issue, it may be beneficial to shorten the length of the material passage duct from the blow room to the card feed as much as possible.
- Carding efficiency: Optimal performance needs precise settings for the card feed, draft, and sliver hank to match the working properties of the polyester staple fibres (PSF). Additionally, regular cleaning of the coiler and coiler tube and narrowing down the distance between the can and coiler height can help to optimise carding performance.
- High card neps: Polyester card process involves the formation of small tangled fibres, known as card neps which may negatively impact yarn quality. Some important guidelines for the polyester card process and its control measures are
- Card setting and card clothing must be optimised
- To ensure a consistent and uniform feed of fibre into the carding machine.
- Petrol washing of card clothing is necessary to remove any accumulated debris
- Proper adjustment of carding machinery such as carding speed, and card flat tops setting.
- Preparatory and ring frame issues: High rates of breaks and lapping can occur during the preparatory and ring frame processes, leading to low production efficiency. “Recommending top rubber cots with a higher shore hardness rating for improved performance.”
- Winding cuts: Optimising winding cut levels requires an efficient blow room and carding process. We recommend revising the yarn clearers cleaning schedule to eliminate the chemical powder coatings.
- Blend variations: Variations in the composition of the fibre blends can result in processing challenges, leading to lower quality and productivity. The blending details are explained in section 3.7.
3.5. Establishing quality
The process of ensuring quality in the spinning industry involves three phases: Quality planning, Quality assurance, and Quality improvement. The first phase involves determining the customer needs and end use, and then engineering quality to meet those requirements. The second phase requires a commitment to quality, and ensuring it through in-process testing to maintain consistent quality. The final phase focuses on quality improvement through R & D.
3.6 Humidity:
Maintaining appropriate temperature and humidity levels is crucial for optimal machine performance in the spinning industry. High room temperature and humidity can lead to poor machine performance, while low moisture levels can increase static charge and lead to issues such as clothing loading, sliver choking and lapping. Therefore, it is important to carefully monitor and control the temperature and humidity levels in the spinning environment to ensure smooth operations and high-quality output. Ideal temperature is <30°C. Relative Humidity is 50 – 56 per cent & moisture content in kg of air is 10-15 grams.
3.7. Blending
Blending natural and cellulosic fibres with MMF has become increasingly common due to the high cost of these fibres. To achieve a satisfactory blend, it is important to ensure evenness in both the longitudinal and transverse directions. Failure to achieve uniform blend proportion can result in uneven fabric appearance, such as stripes and bars, which can detract from the quality of the finished fabric. Blending in the blow room using an auto weighment pan appears to be more effective than using the draw frame for blending purposes. When selecting a blend for the MMF, cotton and viscose are considered an ideal combination. Cotton provides strength and durability, while viscose provides softness and drape.
Blending consistency for ring yarn is shown below:
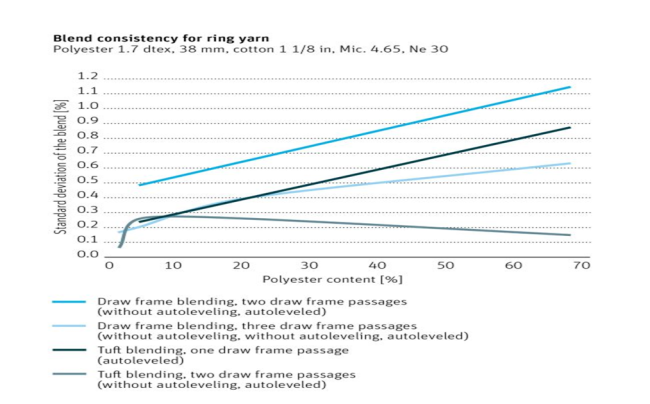
Tuft blending with two draw frame passages generates the best results for ring yarn.
Source: Rieter Short Staple Spinning
3.8. Sustainable polyester
The production of these fibres generates water waste and micro-plastics that can harm the ecosystem. To address this, eco-friendly man-made fibres, such as recycled polyester, have been developed. Sustainable polyester is made from recycled plastic bottles which are cleaned, crushed, and melted into chips that are spun into polyester fibres. This process reduces the need for new materials, conserves natural resources, and reduces carbon emissions. It also helps reduce waste in landfills and oceans. Using recycled polyester is a sustainable solution for the textile industry, reducing the environmental impact of clothing production.
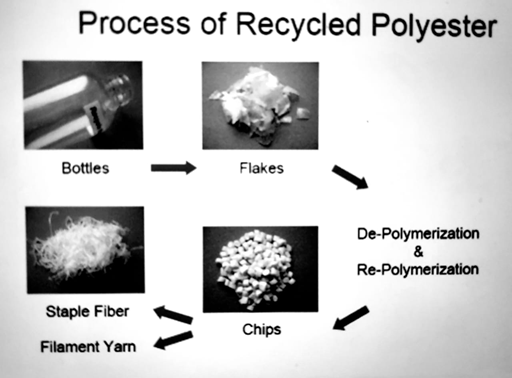
Figure 2: Recycled polyester process
4.0. Advantages of Man-made Fibres
Man-made fibre have become increasingly popular in the textile industry due to their distinct advantages, such as low production costs and high strength. They can be easily washed and retain their shape, are super elastic, and incorporating dyes and colours is easier compared to natural fibres. They have high tensile strength, a soft texture, and are perfect for regular clothing purposes.
5.0. Switching to polyester & blends:
General considerations when moving away from cotton
Polyester spinning is a complex process that requires specific standards, systems, skilled labour training, excellent housekeeping practices, and good maintenance procedures. Unlike cotton spinning, it is not an easy task. Without establishing these factors, poor quality yarn, a high percentage of waste, and significant losses can occur, in addition to heavy compensation that mills must pay to consumers for defective products. Therefore, it is crucial to ensure that all necessary measures are in place before undertaking polyester spinning projects to ensure successful outcomes and avoid costly errors.
Key considerations while switching from cotton to polyester processing:
- Harsh beater arrangements should be bypassed.
- Different merges of polyester should not be mixed.
- Fewer beating points are needed.
- Anti-static and water spray may be used in case of static charge development.
- Petrol stripping of cylinder and doffer every fortnight is recommended.
- Suitable card clothing for synthetic fibre should be used with low angle and
density.
- Wider settings and gauges are recommended
- Suitable wider drawing coiler tube
- Hard cots are recommended at draw frame, speed frame, and ring frame
- Berkolisation treatment during top roll cots buffing to avoid lapping
- High cradle pressure at the auto coner
- Ambient conditions should be maintained
6.0 Measures initiated by TTS: TTS has initiated some useful measures to the mills for transforming the cotton plant to polyester process with very marginal cost. Some of them are discussed in the following section:
6.1 Case study
A case study was conducted in one of our client mills working cotton for long years. Realised the importance of flexibility of product other than cotton. Our team of experts implemented process engineering and train the team to sustain the performance and quality.
The team is trained to check and initiate corrective measures on regular basis. It took 1 – 3 months to achieve the desired results by assessing the mill, finding the gap and hands on project implementation.
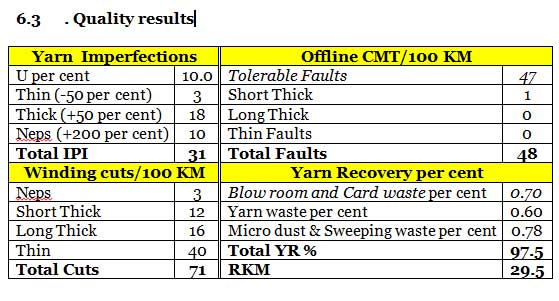
6.2 Fibre details
- Count – Ne 30/1 Knitting (100% Recycled polyester)
- Fibre Specification – 1.4D x 34 mm
7.0. Conclusion
The demand for man-made fibres is set to grow by 2.7 per cent this year, driven by various factors such as limited cotton supply, low prices of man-made fibres, and increased consumption for home textiles and industrial applications. In the context of the thin margin prevalent in the spinning industry, it is essential to keep the production process flexible and agile to minimise inventory and maximise profits. This can be a challenging task in a highly competitive business environment, but spinners can explore new avenues by re-introducing man-made fibres and blends, such as grey, melange, and fibre-dyed options.