

This study shows that knot untying happens at lower loads in the case of braids without braided core as compared to double braid suture.
Sutures have been made from a wide variety of materials including surgical catgut, silk, and polyolefin such as polypropylene, polyamides, polyesters, polyglycolic acid, glycolide-lactide copolymers, etc. Sutures intended for the orthopaedic surgery have to meet many requirements. They must be substantially non-toxic, capable of being readily sterilized and have good tensile strength, acceptable knot-tying, excellent flexibility, smoothness and knot-holding characteristics. Although on an industrial scale, only suture diameter and breaking strength are tested, several other characteristics must be determined to assess suture performance. Many testing procedures have been described in literature. Debbabi et al. proposed new methods to determine knot slippage ratio, percentage of deformation recovery, knot pull and straight pull curves. But there is no official standard available today for this purpose.
The European Pharmacopoeia (EP) and the United States Pharmacopoeia (USP) are the only references for suture material. United States pharmacopeia gives requirement related to knot pull strength depending on diameter. The first study undertaken on the mechanical properties of suture threads was carried out in 1981by Chu et al. on different types of sutures marketed. They analysed the tensile behaviour of seven commonly used sutures. The results showed that the geometry of the suture has no significant effect on the elastic limit (yield point). They also showed that there is a small difference between the Young’s modulus of braided polyamide suture and that of mono filament1.
Several studies have been performed on the mechanical properties of suture materials, including the behaviour of the force-elongation curve, Young’s modulus, rate of slippage, strain at maximum force (deformation %), knotted and unknotted suture strength, knot safety, work at break, stress relaxation, strength knotting, coefficient of friction, and flexibility. However, most of these studies have been limited to the mechanical characterization of a few common commercial yarns on the market. Synthetic sutures are available in the market as monofilament or braid structure. Synthetic braided sutures are obtained by using a circular braiding machine.
They have good flexibility, knot security and handling proprieties compared to monofilaments. However, the currently available tubular braided sutures exhibit some deficiencies. They have a rough surface and a greater tendency to break. They tend sometimes to be compacted and wiry and exhibit a memory shape behaviour such that at the time of use, it is usually necessary for the surgeon or assistant personnel to flex and stretch the suture to make it more flexible. Furthermore, tubular braided sutures can be easily compacted and show a non-uniform diameter and a rough surface. To solve these problems, braided sutures with cabled core have been used. Nevertheless, these sutures have shown a non-uniform rough surface and a greater tendency to break. In literature, the information about effect of manufacturing conditions on sutures and knot proprieties is scanty.
Although braiding was used long time ago for producing sutures, a few attempts to improve the properties of braided suture have been conducted. Indeed, many sutures exhibit failure after implantation. Available data is limited to few analyses on effect of manufacturing conditions. In his work, Rawalet al. developed tensile analytical models of braided sutures to predict their stress–strain behaviour based on braid geometry, braid kinematics and constituent monofilament properties. The model has accounted for the changes in the braid geometry, including braid angle, diameter and Poisson’s ratio. However, proposed model is limited to the tensile strength properties and do not consider the effect of manufacturing conditions and the effect of adding a core. Kaplan et al.26and Chesterfield et al. presented the tensile strength and knot-pull strength of manufactured sutures as function of manufacturing conditions.
However, they did not investigate the reason of the effect of the chosen parameters on sutures performances. Debbabiet al., designed a model, predicting the effect of braiding conditions on suture tensile strength properties. Tubular braids can appear as a hollow tube or filled with an in lay structure that can be fed through the centre of a tubular braiding machine. The inlay can be either in the form of one homogeneous score or as multiple strands of yarn. If the inlay itself is braided as well, it becomes a double braid construction. The use of an inlay keeps the tubular braid in a round shape, thus distributing applied loads over the inlay. Consequently, adding core to braids promotes suture strength and non-compressibility for a given suture diameter, thus reducing the volume of the voids therein. In their patent, Foersteret al. presented only the characteristics of the double braided structures.
They do not analyse the effect of manufacturing conditions of double braided suture on all tensile and knot pull strength. In their study, Saraswat et al. presented an analytical model to predict the tensile behaviour of multilayer braided structures. Only a comparison was made between theoretical and experimental values of braid angle, toughness, and stress-strain characteristics of multilayer braided structures. However, knot performances of these sutures were not studied in detail, and hence need to be investigated to predict sutures behaviour after use. Thus, there is a lack of information regarding the effect of braiding process on straight and knot performances of double braid sutures. For this reason, the main purpose of this investigation is to study the effect of braiding parameters on suture mechanical performances of double layer braided suture. The impact of adding a braided core on distinctive characteristics of suture, such as tensile strength, knot pull strength, knot efficiency and slippage ratios, has also been investigated.
Technical details
Polyethylene terephthalate (PET) multifilament yarns were used for sutures manufacturing. PET yarns were selected because of their high biocompatibility and high tenacity to develop suture for orthopedic interventions. Indeed, PET material with high tenacity is often used to obtain suture behaviour adapted to the applied stress during healing1. The used yarns consist of non-texturized PET polyester yarns with varying counts(49, 98, 147, and 196), each composed of different filament numbers(6, 32, 48 and64)respectively.
The following aspects have been considered.
- Suture manufacturing
- Tensile and knot performance
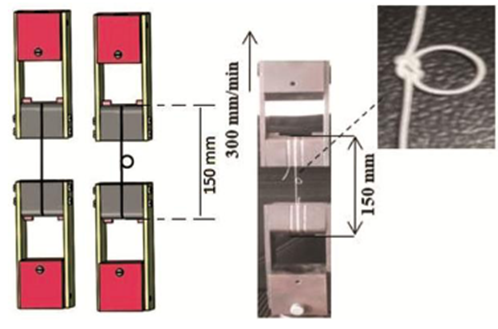
Figure 1: Device for tensile and knot performance testing
Influence of sheet and core parameters
The effect of sheet and core parameters on tensile and knot performances of the suture has been studied. It is found that the number of sheath yarns has some relations with overall suture diameter. The increase in the number of sheath yarns generally increases the sutured diameter. As already reported by Chesterfield et al., the preferred suture can be optionally constructed around a filamentous core. The filaments comprising the core need not to be as fine as those comprising the sheath yarns. The increase in the number of yarns constituting the braided core significantly leads to greater overall suture diameter. Thus, the diameter of overall suture increases by adding braid core.
Mechanical properties of non-knotted suture
The load-elongation curves of the braided sutures made with 8, 12 and 16 sheet yarns without a braided core. It is observed that the maximum force at break is almost proportional to the number of sheet yarns. For example, the value of the straight pull strength of the suture made with16-sheet yarn is twice higher than that of the suture made with8-sheetyarn. However, the deformation at the breaking forced on to show this proportionality. As a consequence of the increasing number of sheet yarns, the braiding angle and the cover factor increase. Besides, the deformation of the braid increases with increasing braiding angle.
However, when cover factor increases, the friction between the filaments opposes the displacements of the filaments in the braid and the deformation decreases consequently. The increase of filaments friction between each other inhibits the elongation of the braid. It is found that the ultimate tensile strength (UTS) is not affected by braided sheet composition. Thus, by using the same yarn account, the suture shows approximately the same UTS regardless sheet yarn number. However, the sheet yarn composition affects the suture linear rigidity. Therefore, Young’s modulus shows nonlinear behaviour as a function of sheet yarn number. Sutures made with 4 and 8 horn gears have more flexible and deformable structures than the sutures made with 6 horn gear machines, because this machine gives compressible plate braids. It is observed that the presence of the braided core leads to an improvement in a straight pull strength. In fact, the maximum force at break increases with adding braided core for suture having similar diameters. It is also found that manufactured sutures in this study have similar extension as commercial suture1, 38.
The addition of braided core increases the deformation at break of non-knotted suture. Thus multifilament yarns have a helical shape in the braided structure. The tensile force applied on suture makes yarns parallel to the braid axis direction, causing a jamming of the structure. The braid is then as extensible as there are inclined yarns in the structure. These results correspond with the finding as reported by Hristovet al., who tested the mechanical behaviour of circular hybrid braids made of polypropylene and PET. So, braid is more extensible, as there are yarns inclined in the structure.
It is shown that braided sutures with braided core exhibit a lower Young’s modulus than sutures without braided core. This can be explained by the fact that the braided core, added parallel to the axis of the braid leads to the increase in deformation under lower applied forces. Obtained rigidity becomes lower than that of the commercial suture by adding braided core. By analysing the UTS, the addition of the core can reduce the UTS. This can be explained by the fact that adding braided core increases suture diameter. So, during manufacturing, the optimum braided core must be determined to obtain the best mechanical properties.
Mechanical properties of knotted suture
Knot performances have been determined. It can be seen that the knot pull strength meet USP requirements. It is observed that suture break occurs quite more easily for knotted sutures than for non-knotted suture. The presence of a knot lowers the knot pull strength of all suture types. In the case of the three manufactured sutures without braided core, the load-elongation curves of knotted sutures show an importing stick-slip points corresponding to knot untying happening in low loads (around 10 N) and can be explained by the knot material slippage.
The failure of knotted sutures occurs at the knot rather along the suture indicating that the knot itself is an area of high stress. Similar results are obtained by Hewardet al., who tested the mechanical performances of non-sterile monofilament sutures made of polyamide, polyinylidene fluoride and polyester. Other studies reported that knot is the weakest part of any suture or ligature when subjected to tension. Several factors contribute to the fact that failure occurs at the knot rather than along the suture. Firstly, break a great the knot may be caused by forces being oriented at the knot at an acute angle to the suture axis. Secondly, the suture yarns in the knot region may be weakened during knot construction and loading. Third, tightening the knot and friction between yarns in the knot may contribute to the failure.
These results are in good agreement with the obtained knot efficiency results. Indeed, the knot efficiency is less than 100 per cent and does not exceed 50 per cent. In addition, suture manufactured with 12 sheet yarns shows the lowest knot efficiency because obtained suture is more compressible than suture made with 8 and16 sheet yarns as can be seen from the evolution of deformation of unknotted suture. To avoid compressibility of suture and to have better handling properties during tying. It is recommended to add a core in the suture. Generally, when a cabled core is added to the suture, a rough suture surface is obtained. In previous studies researchers showed that smoother surface is obtained by using maximum possible number of filaments and sheet yarns. In fact, they used filaments with very small diameters that allow using a high number of sheet yarns leading to compact and smooth suture surface. The increase in the number of yarns in braid core shows no significant differences on deformation of knotted suture. It leads to slight increase in breaking load in the case of small diameter.
The obtained results are compatible with the results obtained for knot efficiency. In fact no amelioration of knot efficiency is noted by adding the braided core. In other findings, the inclusion of braided core yarns prevent the occurrence of stick-slip points in the load elongation curve. As mentioned earlier, this phenomenon can be attributed to the increased friction among yarns within the knot due to the utilization of a high number of core yarns, thus hindering knot material slippage when subjected to applied load. The analysis of the evolution of slippage ratio as a function of the applied load leads to the conclusion that the increase of the number of sheet yarns involves a reduction of the slippage ratio. This can be explained by the fact that the increase of sheet yarn number increases the braid angle. Consequently, polyester yarns become less oriented to the direction of braid axis, causing a high friction coefficient of the braid and a stable knot.
Conclusion
The effect of braid composition on performances of simple and double layer braided sutures has been—Knot efficiency of manufactured braided sutures (a) without braided core and (b)with braided core studied. Obtained results show that the adding of braid core leads to good knot security. It is concluded that braid core reduces the compressibility of sutures. This study clearly shows that knot untying happens at lower loads in the case of braids without braided core as compared to double braid suture. The data presents a great interest to manufacturers of braided suture whom model the architecture of the suture in function of needed knot performances. In fact, obtained results recommend manufacturing of suture with high number of sheet yarns, low yarn count and low braided core diameter to have uniform surface and secure knot. Further study will focus on the development of theoretical model permitting to help manufacturers to predict suture performance as a function of manufacturing conditions.
References
- Chu C C, Greisler H P &Fraunhofer J A V, Wound Closure Biomaterials and Devices,1stedn(CRC-Press, United States of America), 1997, 416.
- 2.. Rodeheaver G T, Powell T A, Thacker J G &Edlkh R F, Am J Sur,154 (1987).
- Heward A G, Laing R M, Carr D J & Niven B E, Text Res J, 74 (1) (2004) 83.
- Hong T, King M W, Michielse S, Cheung L W K, Mary C, Guzman R &Guidoin R, ASAIOJ, 44 (6) (1998) 776
- Karaca E & HockenbergerA S, J Biomed Mater Res B ApplBiomater, 87 (2) (2008) 580.
- Tomia N, Tamai S, Morihara T, Ikeuchi K &Ikada Y, J ApplBiomater, 4 (1993) 61.
- ebbabi F, Abdessalem S B &Limem S, J Text Inst,102 (6) (2011) 548.
- The United States Pharmacopeia USPXXII(U.S. PharmacopeiaConvention Inc, Rockville, MD, USA),1990.
- Chu C C, Ann Surg, 193 (3) (1981) 365.
- Thacker J G, Rodeheaver G, Moore J W, Kauzlarlch JJ, KurtzL, Edgerton M & Edlich R F, AmJ Surgery, 130 (1975) 375.
About the authors:
- S Karthikeyan is from the Department of Petrochemical engineering, SSM College of Engineering, Komarapalayam, Tamil Nadu.
- Dr C Kayalvizhi is from the Department of Textile Technology, RVS College of Engineering, Dindigal, Tamil Nadu.
- P Ramya is from the Department of Chemistry, SSM College of Engineering, Komarapalayam, Tamil Nadu.
- Dr N Gokarneshan is from the Department of Textile Chemistry, SSM College of Engineering, Komarapalayam, Tamil Nadu.