
A.T.E. then conducted a thorough refurbishment, installing new converters for precise tension measurement, developing new software logic, achieving remarkable synchronisation speed, and replacing the outdated operator interface.
Founded in 1990, Vaibhav Processing Mills, Erode, Tamil Nadu, has a strong presence across the textile value chain, with a sterling reputation in dyeing and ï¬nishing. The company is also a reputed retailer of colour pigments and various dyed fabrics such as sarees, towels, and lungis. Sengodan Palaniappan, Sengoda Mudaliar Babu, and Sengodamudaliar Thangamani are the Directors of the company.
Background
Vaibhav’s Continuous Bleaching Range (CBR) has seen a concern for management due to production quality issues, high maintenance costs, and frequent breakdowns. Despite efforts by the maintenance team to fix synchronisation, tension, screen, and electronic problems, performance remains poor. Expensive services from the original equipment manufacturer (OEM) and high inventory costs worsen the situation. Finding a sustainable solution is now a critical priority for management.
Solution
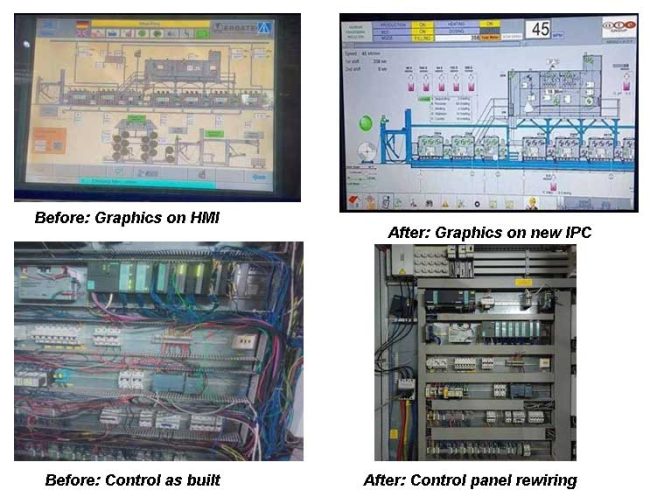
At a critical juncture, the customer sought assistance from A.T.E., and together with the mill’s team, they pinpointed the root cause of the Continuous Bleaching Range (CBR) issues: poor synchronisation and tension variation due to an outdated control system. A.T.E. then conducted a thorough refurbishment, installing new converters for precise tension measurement, developing new software logic, achieving remarkable synchronisation speed, and replacing the outdated operator interface. The system now includes automatic chemical dosing and temperature/water level control, all integrated with machine speed and recipe. Extensive training was provided to ensure smooth machine operation post-refurbishment.Â
Benefits
The comprehensive modification and upgrade of the Continuous Bleaching Range (CBR) have yielded significant improvements in its overall performance. Specifically, the following enhancements have been observed.
Machine productivity and utilisation have experienced substantial increases. Operator tasks have been simplified, enhancing operational efficiency. Pressure settings are now managed through the PLC, saving time and mitigating potential human errors. The machine’s lifespan has been extended by over 10 years. Accurate dosing controls have led to improved product quality.
This solution proves to be considerably more cost-effective compared to purchasing a new machine or upgrading through the OEM. Additionally, the outdated Siemens HMI screen has been replaced with an IPC display, complemented by the Siemens SCADA system.