The fabrics produced using a combination of different fibre deniers exhibit better filtration efficiency and pressure drop explains Dr Rupayan Roy.
The objective of this study is to examine the effect of fibre linear density and fibre blends on the functional properties of polyester nonwoven fabrics. The findings indicate that a higher proportion of fine fibres in the card webs used to create needle-punched nonwoven fabrics leads to improved filtration efficiency, and pressure drop. The fabrics produced using a combination of different fibre deniers exhibit better filtration efficiency and pressure drop. The mean flow pore size of the webs and their arrangement in layered structures also play a critical role in determining the properties of nonwoven fabrics. The results suggest that a fabric with a gradient structure that includes webs arranged in decreasing order of mean flow pore size in the layered structure results in the highest filtration efficiency and low pressure drop, despite having a larger mean flow pore size.
- Introduction
Nonwoven fabrics are engineered materials made from webs, butts, or mats of staple or continuous fibers that are bonded together through mechanical, thermal, or chemical means. These fabrics possess unique properties, such as flexibility in targeting specific characteristics, variations in thickness, mass, voluminosity, elasticity, and stiffness, as well as quick and cheap manufacturing. These advantages make nonwoven fabrics preferable over woven or knitted structures. The global nonwoven fabric market is expected to grow significantly in the coming years, driven by the broad range of applications for these fabrics, including composites for civil and geotechnical applications, absorbents for consumers and industrial applications, filters for industrial separation processes, thermal insulators for buildings, home furnishings, geotextiles, medical, consumer products, medical textiles, and apparel applications, among others.
Among the different areas of application of nonwoven structures, one of the major areas is filter media, particularly air filters. Air filters are used to improve the quality of indoor air, filter sensitive industrial gas outlets, and prevent harmful emissions of airborne particles into the atmosphere. Nonwoven fabrics play an important role as a filtering media for the removal of impurities from the air. Needle-punched nonwoven structures are preferred for making dust filters because of their multilayer filtering effect on dust particles, giving better filtration efficiency. These structures are also preferred as air filters due to their high strength and better structural stability to withstand high-pressure applications in the filtration process.
Most researchers have focused on the influence of needle penetration depth and punch density in the needle punching process. Researchers are developing needle-punched electret air filters to improve the dust-holding capacity. However, the basic mechanisms of the needle punching process have received little attention. Needling parameters are crucial factors in the structural and physic-mechanical properties of needle-punched nonwovens, and the function of needle penetration depth solely depends on the number of barbs, barb size, barb spacing, and shape of the working blade. Therefore, more research is needed in this area to fully understand the mechanism of the needle punching process and how it affects the properties of needle-punched nonwovens. The development of needle-punched nonwoven structures with improved functional properties, including high filtration efficiency and dust-holding capacity, can lead to more efficient air filters and other related applications in the future.
2. Experimental
2.1 Material used and their specifications
The research project began by utilising polyester fibres of 3 denier and 6 denier, with a staple length of 64 mm. The choice of polyester fibre was based on its cost-effectiveness and ease of availability. Polyester fibres are the most widely used material in filtration due to its cost-effectiveness and easy availability.
2.2 Sample preparation
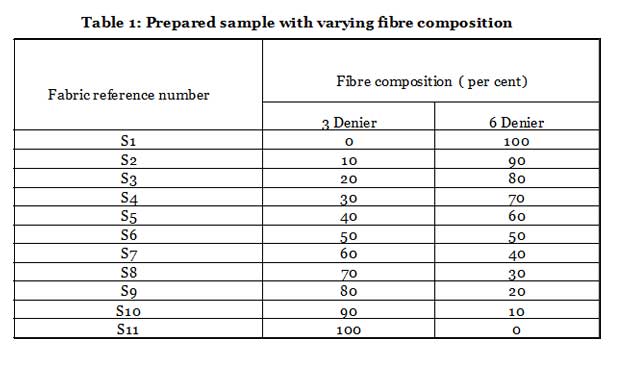
The study involved preparing nonwoven fabrics using a Trytex miniature card for web preparation and a Dilo needle punching machine for needle punching the card webs. The samples were prepared in two phases. In the first phase, fibres of two different fineness (3 denier & 6 denier) were mixed at an equal interval of 10% of respective fibres. A total of 11 combinations were prepared as listed in Table 1, and the physical, mechanical, and functional properties of the nonwoven fabrics were measured.
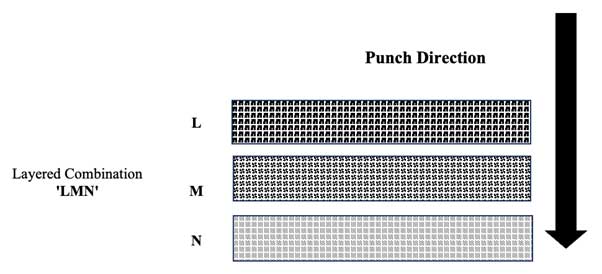
In the second phase, three samples with the highest, medium, and lowest mean flow pore diameter in the fabrics of phase one were chosen for preparation, and three sets of batts were prepared as shown in Figure 1. A layered structure was created using carded webs with three different fiber composition ratios, and a total of six combinations of the three-layered structure were produced. The punch density of 140/cm2 and needle penetration depth of 9 mm used in phase one were used for all nine combinations.
2.3 Evaluation of properties
The physical, mechanical, and functional properties, such as thickness, mean flow pore size, filtration efficiency, pressure drop, porosity, bursting strength, and tensile strength, were evaluated using ASTM and BS standards.
2.3.1 Basis weight
To measure the basis weight of nonwoven fabrics, the ASTM standard D6242 was used. The fabric weight of 300g/m2 was kept constant.
2.3.2 Mean flow pore size distribution
The mean flow pore size distribution, as well as the mean and maximum mean flow pore sizes of the fabrics, were measured by using a Capillary flow porometer (POROFLUXTM1000, Germany). A low surface tension liquid (POROFIL, 16mN/m) was used to wet the fabric, and it was then placed in a sealed chamber and pressurized with Nitrogen (N2) gas.
2.3.3 Filtration efficiency
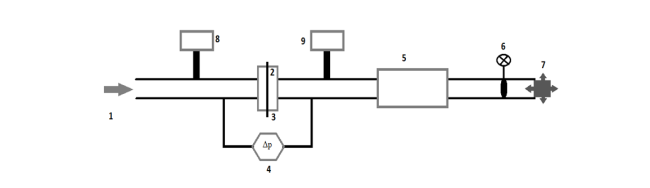
To evaluate the filtration efficiency and pressure drop of the nonwoven fabric, an air filtration rig was used as shown in Figure 2. A sample diameter of 100 mm and a duct diameter of 50 mm were used. To ensure firm gripping of the test media, the sample holders were coated with synthetic rubber. Rubber seals were used to ensure zero permeability. The ratio of inflow distance to diameter was kept at 40:1 to maintain the
Where,
1-Air inlet, 2-Sample holder with rubber coating, 3-Test filter media, 4-Modern pressure gauge, 5-Air flow meter, 6-Flow control valve, 7-Suction pump, 8-Upstream particle counter,
9-Downstream particle counter.
3. Results and Discussion
In the production of technical textiles, blending fibres or mixing fibres is a common practice to achieve specific properties in the final product. This chapter examines the impact of fibre blending percentage on the relative properties of needle-punched nonwoven filter fabric. The influence of layering positions of the layers of different fibre compositions is also explored.
3.1 Influence of fibre composition on fabric thickness, porosity, bursting, filtration efficiency, and pressure drop strength of polyester non-woven filter fabric
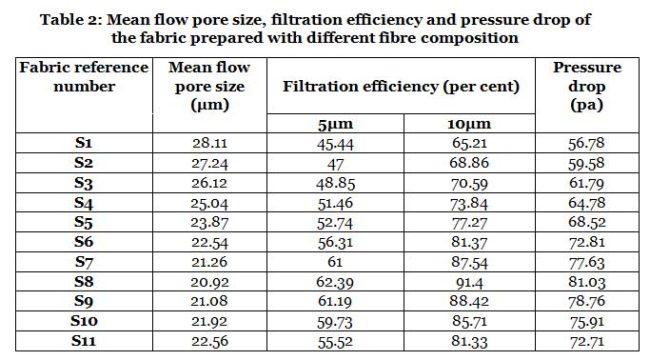
The properties such as mean flow pore size, filtration efficiency and pressure drop are evaluated and reported in Table 2. All the properties are evaluated by using standard methods.
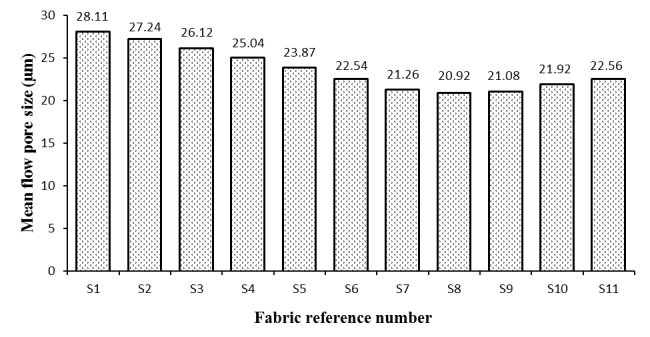
3.1.1 Mean flow pore size
Table 2 and Figure 3 show the mean flow pore size of 11 fabric samples, with sample S1 having the highest pore size of 28.11µm, followed by S2, S3, and S4. The decrease in pore size is due to the higher fibre content and increased packing density in the samples. Sample S8 had the lowest pore size at 20.92µm, likely due to fibre redistribution during the punching process. The percentage of lower denier fibers increased in samples S9, S10, and S11, resulting in higher pore sizes. The variation in pore size can be attributed to the different fiber compositions used in each sample.
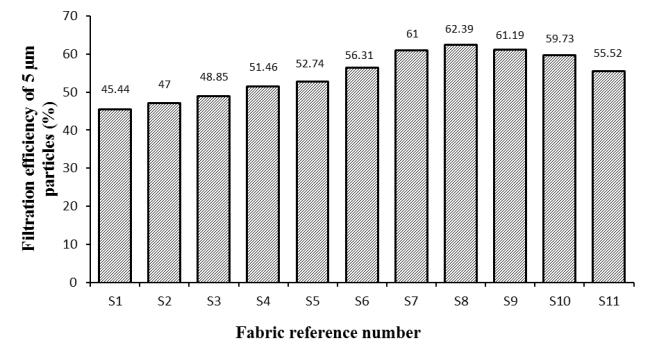
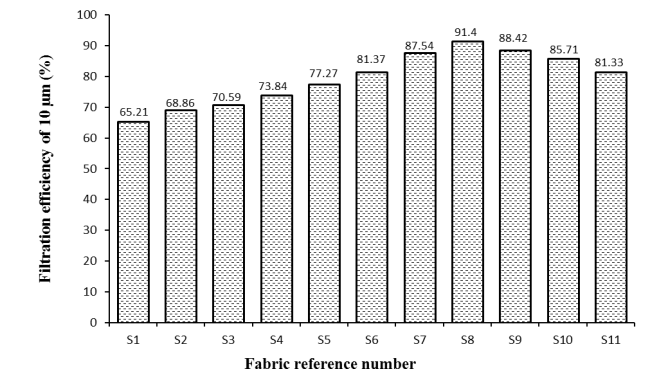
3.1.2 Filtration efficiency and pressure drop
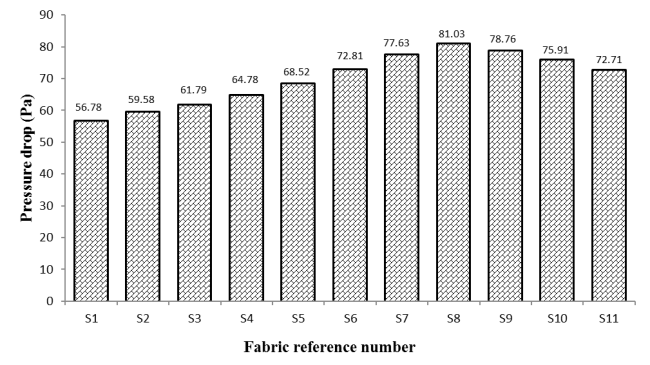
Table 2 and Figures 4-6 show the results of the filtration efficiency and pressure drop for the 11 fabric samples. For 5 µm particles, S8 (70 per cent 3D, 30 per cent 6D) has the highest filtration efficiency at 62.39 per cent, followed by S9 (80 per cent 3D, 20 per cent 6D) and S7 (60 per cent 3D, 40 per cent 6D). The trend is consistent with the mean flow pore size results, indicating that filtration efficiency is inversely proportional to pore size. For 10 µm particles, S8 has the highest filtration efficiency at 91.4 per cent, followed by S9 and S7. The pressure drop is highest for S8 at 81.03 Pa, followed by S9, S7, and S10. S11 has the lowest pressure drop of 56.78 Pa due to its higher denier fibres resulting in a higher pore size. In general, filtration efficiency and pressure drop are inversely proportional, meaning that as filtration efficiency increases, the pressure drop also increases.
3.2 Influence of gradient structure on Fabric thickness, porosity, bursting, filtration efficiency and pressure drop strength of polyester non-woven filter fabric
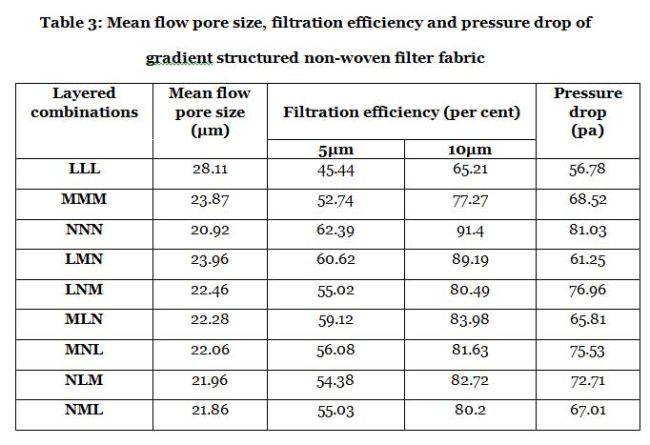
The properties of thickness, mean flow pore size, porosity, bursting strength, filtration efficiency, and pressure drop were evaluated and reported in Table 3 using standard methods.
3.2.1 Mean flow pore size
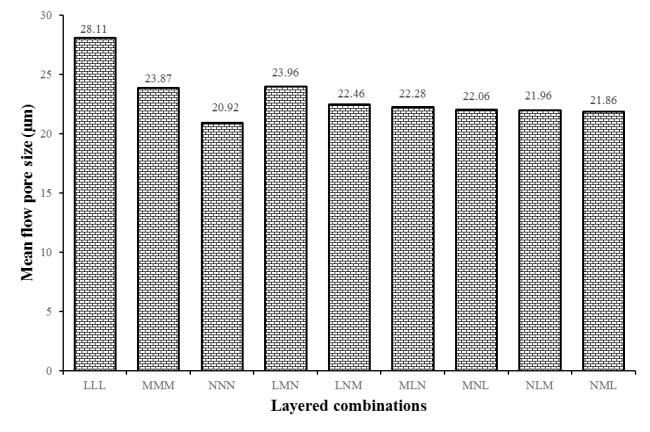
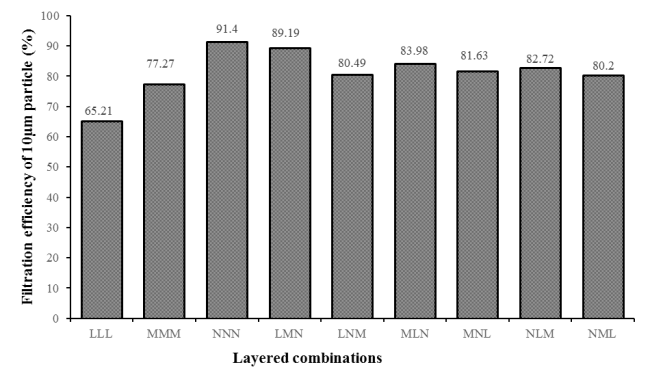
Table 3 and Figure 7 present the mean flow pore size of fabric samples made from different combinations of webs in a layered structure. Sample NNN has the smallest pore size of 20.92 µm due to the highest volume fraction of fine fibers. Sample LLL has the largest pore size of 28.11 µm because of the highest volume fraction of coarse fibers. The other six combinations have intermediate pore sizes between NNN and LLL. For instance, sample LMN has the largest pore size among the six samples, while sample NML has the smallest pore size. The order of web layers in the structure determines the pore size. In sample LMN, the layers were stacked in increasing order of pore size, whereas in sample NML, they were stacked in decreasing order. In summary, the mean flow pore size of the webs plays a crucial role in determining the filtration efficiency of the final product.
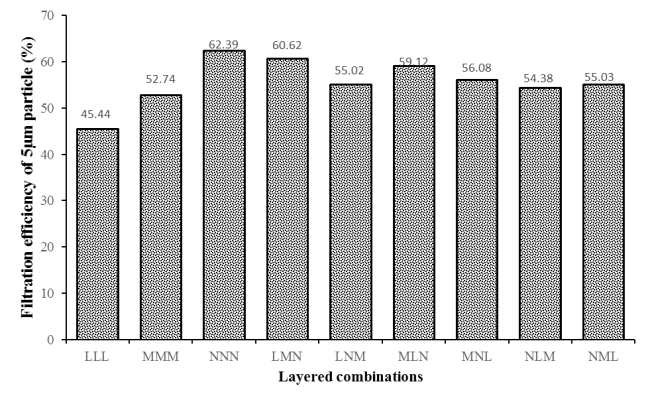
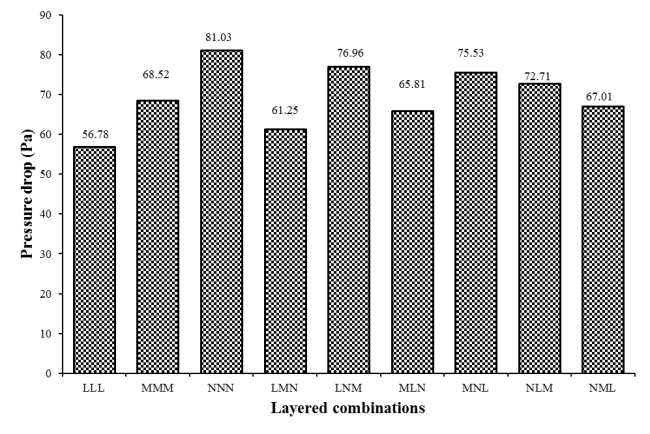
3.2.2 Filtration Efficiency and Pressure drop Table 3 and Figures 8-10 show the filtration efficiency, pressure drop, and particle size of various layered structures made from different webs. Sample NNN showed the highest filtration efficiency for both particle sizes, with a value of 62.39 per cent and 91.4 per cent respectively, due to its low mean flow pore size. The sample with the highest pore size, LLL, had the lowest filtration efficiency for both particle sizes. Sample LMN displayed the highest filtration efficiency for the 5 µm particle size due to its gradient structure that effectively filtered larger elements on the top surface while allowing smaller particles to pass through the adjacent layer with a smaller pore size. The pressure drop values for different layered structures showed that sample NNN had the highest pressure drop, while LLL had the lowest, due to their different mean flow pore sizes. As the mean flow pore size decreases, the pressure drop increases, indicating an increase in fibre fineness. The results suggest that gradient structures with different mean flow pore sizes in a layered structure create a torturous path for particles, resulting in higher filtration efficiency.
5.0 Conclusion
The fiber composition significantly influenced the functional properties of the fabrics, such as filtration efficiency and pressure drop. The sample with 40 per cent 3D and 60 per cent 6D fibre composition showed a good balance of filtration efficiency and pressure drop. The orientation of fibres and their placement in a layered structure also played a crucial role in determining the fabric properties. The fabrics made with webs of the highest mean flow pore size had higher air permeability, but lower filtration efficiency and higher pressure drop compared to those made with webs of the lowest mean flow pore size. Gradient structures with webs in increasing order of fiber orientation provided high filtration efficiency and low pressure drop.
There is no potential conflict of interest among the authors**
Reference:
- Blan TL, Vouters M, Magniez C & Normand X, InMultifunctional Barriers for Flexible Structure, (2007) 139-150.
- Anandjiwala RD & Boguslavsky L, Text Res J, 78(7)(2008)614-24.
- Roy R & Ishtiaque SM, J of Industrial Text, (2021)1528083721990440.
- Yuan X, Cheng S & Gao J, The J of The Text Inst, (2021)1-7.
- Moraci N, Mandaglio MC & Bilardi S, Geosynthetics International, (2022)1-8.
- Roy R & Ishtiaque SM, J of Industrial Text, (2021)15280837211029050.
- Kothari, V. K, Das, A, & Sing, S, Ind J of Fibre Text Res, 32(2007) 214.
- Dixit P, Roy R & Ishtiaque SM, Elsevier, (2019) 107654.
- Kothari VK, Das A, & Sarkar A, Ind J of Fibre and Text Res, 32, 196(2007)20.
- Roy R & Ishtiaque SM. Ind J of Fibre & Text Res, 44(2019)321.