

Power consumption plays a major role in the yarn manufacturing cost. In this article, Dr Nagarajan Ganapathy & Rajesh Pandiyan highlight the effect of spindle lift in ring frames on productivity and energy.
In spinning mills, power consumption plays a major role in the yarn manufacturing cost. Â Ring frames consume power of around 42 -55% when compared to that of the other preparatory machineries. Â Furthermore, the yarn content in the cop is around 55 to 60 gms only depending upon the count spun. To produce this weight of yarn, more power is required to drive the spindles to run at the maximum speed and efficiency with acceptable waste levels. Nevertheless, with those disadvantages, ring spinning system is universally applicable that most of the fibres can be spun to required fineness.

The yarn spun from this machine demonstrates excellent quality features like structure and good strength satisfactory for downstream processes. Many efforts has been taken to reduce the power consumption and higher productivity by modifications in the spindle design, reduced wharve diameter and in electrical components. In this article, an attempt has been made on lift conversion in a modern ring frame. Subsequent benefits gained out of it like higher productivity & savings in energy is also discussed in this paper.
Introduction
In general, spun yarns can be manufactured by using ring, rotor and vortex spinning systems. Ring spinning is versatile in all aspects except productivity and energy consumption. Rotor spinning is commercially more widely used because a wider range of yarn counts can be spun with appropriate yarn properties. Since its commercial introduction in 1969, rotor spinning has developed continuously. Rotor speeds have increased from around 30,000 rpm to over 150,000 rpm. Vortex spinning was introduced by Murata Machinery Ltd. Japan in 1997. This technology is a development of air jet spinning, making use of air jets for twisting fibres to produce yarns. The features of Vortex spinning is the delivery speed is around 500 m/min production rate which means that the production rate is around 20 times higher than that of the ring spinning machine. In addition, other advantages like low maintenance costs, fully automated piecing system and elimination of speed frame. The yarn quality is also comparable to that of the ring spun yarns.
Materials and methods
A study was conducted on a modern ring frame producing Ne 30 combed hosiery yarns from medium staple length cotton. The mills were producing the yarns on ring frames on 40mm ring diameter, HPS spindle with auto doffing arrangement. The process parameters maintained are spindle speed 17500 rpm, twist multiplier 3.6 and ring traveler of 5/0 respectively. The scope of the study was to increase the ring frame productivity and also to reduce the power consumption. The first part of the study was to convert the normal lift of the ring rail traverse from the existing 195mm to 175mm. With this conversion in lift, lower ring tube length of 190mm could be conveniently used for winding the yarn instead of the existing 210mm. Before the conversion process, end breakages, quality and power study were conducted at five spindle speeds, viz, 17500, 18000, 18500, 19000 & 19500 rpm respectively.
The same study was repeated again after the ring tube length is changed from 210mm to 190mm. The second part of the study is to analyse the benefits from the lift conversion. Comparisons on Ends down/100 spindle hours, quality and power study in terms of power consumed in units consumed between 210mm & 190mm under identical process conditions. Ends down study were conducted for the full doff. On line monitoring of yarn clearer cuts /100 km was done on a modern Auto coner machine equipped with Uster Quantum 3 yarn clearer.
The produced yarns at five spindle speeds from both 210mm & 190mm ring tube length were tested for their quality characteristics like unevenness, imperfections on Uster tester– 3. The following are the changes effected on the machine for converting the lift from 210mm to 190mm.
- Ring rail traverse was lowered from the existing 195mm to 175mm
- Simultaneously, a reduction of 20mm on Lappet, ABC Rings and doffing bar height was done.
- Ring tube empties which changed to 190 mm from the existing 210 mm.
- Adjusted the magazine width of bobbin loader according to 190mm ring tube size.
- Rotary arrangement for Bobbin feed was modified according to 190mm ring tube empties requirements. Â
Results and discussions
- Effect of lift conversion on production per spindle / day: Ring tube length of the lift converted 190mm and the existing 210 mm tube length is shown in Figure 1.
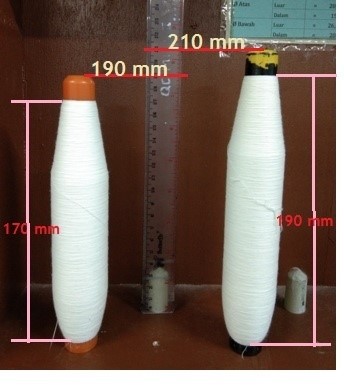
The main focus in this study is to reduce the power consumption by reducing the lift of the ring rail traverse and also by using smaller length ring tune (190mm) than the existing 210 mm for spinning coarser and medium counts. The productivity of the machine (GPS) of both 210 mm & 190mm is given in Table 1.

From the Table 1, it was possible for 210mm lift to run spindle speeds up to 18500 rpm only. However, when the lift was converted to 190mm, it was possible to run at higher spindle speeds of 19000 & 19500 rpm. In other words, the mill could satisfactorily run the machine at higher spindle speeds without any abnormal increase in end breaks and deterioration in yarn quality. The productivity improvement by running at higher spindle speeds are 8.8% &12% respectively when compared to the production of the existing spindle speed of 17500 rpm. Â
(a)Â Â Â Effect of lift conversion on yarn quality: The effect of lift conversion on process and quality performance of the yarns was carried out at five different spindle speeds. Â The results are tabulated in Table 2

Table 2 shows the comparison of yarn quality and clearer cuts of the yarns spun at five different speeds of both 210mm and 190mm lift ring frames. It is observed that in all the five spindle speeds, the unevenness (U %) and the total imperfections/km of the yarns spun from 210mm and 190mm (converted) does not show any significant difference. In Hairiness index, the yarns spun at spindle speeds of 17500 rpm & 18000 rpm of 190mm lift demonstrated lower hairiness values when compared to that of 210mm lift. However, there was a marginal increase in hairiness values from 18500 rpm to 19500 rpm at 190 mm lift than that of 210 mm lift. Â
End breakage study conducted for 210 mm & 190 mm at the five spindle speeds revealed that the end breaks/100 spl hr is relatively lower by 12% to 48% and acceptable at 190mm lift. Moreover, there is an abnormal increase in end breakages at 19500 rpm spindle speed, 210mm lift than that of its counterpart 190mm.  In auto winding, the number of winding cuts/100 km was lower by 10% to 30% for 190mm lift than that of 210 mm lift except at 17500 rpm spindle speed.
Impact of lift conversion on power cost savings: Savings on power cost in spinning mills is an important factor which affects the profitability of the mill. Further to the advantages claimed on productivity and quality, power study was also conducted to authenticate the benefits reaped out from lift conversion.
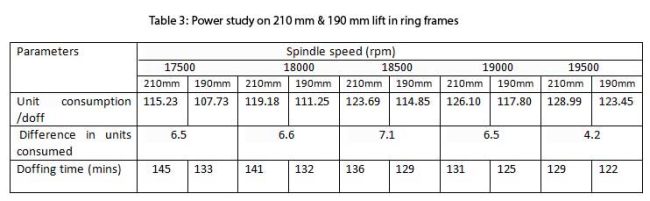
Power study was conducted on both the lifts (210mm &190mm) at various spindle speeds keeping the same process parameters. From Table 3, it is observed that the lift conversion has shown a reduction in doffing time from 6 to 12 minutes in all the spindle speeds from 17500 rpm to 19500 rpm.  The difference in units consumed per doff for 190 mm lift for 1200 spindles is lower by 6.5, 6.6, 7.1, 6.5 & 4.2 respectively for spindle speeds 17500 to 19500 rpm. This would fetch more savings on power due to the reduced lift and consequent increase in productivity with less doffing time also. Although the cop content is 54 gms for 190 mm lift as against 62 gms for 210 mm, there is a weight reduction in ring tube empties by 5 gms which is advantageous in lower power consumption and higher spindle speeds up to 19500 rpm. Â
Â
Conclusion
Cost savings on power and higher productivity are the major demands apart from the other processing and maintenance factors. Even minor modifications on machinery side would yield benefits to the spinners. The modification made on the ring spinning machine by reducing the lift from the existing 210 mm to 190 mm has given advantages in the study. The summary of the findings are
1.     No significant difference is observed on yarn quality between 210 mm & 190 mm lift in all the spindle speeds.
2.     Hairiness index (H) is comparatively lower for 190mm lift at spindle speeds of 17500 & 18000 rpm. There is a progressive increase in hairiness index in subsequent spindle speeds.
3.     Savings in power in terms of units consumed per doff is better at 190 mm lift conversion.
4.     Weight reduction of 5 gms in the ring tube empties with converted lift of the ring frames has resulted in savings in energy.
Â
About the authors:
Dr Nagarajan Ganapathy has over 30 years of experience in textiles, working in the industry, academia and research. He has published more than 15 research papers in national and international journals and 3 textile books.
Â
Rajesh Pandiyan has over 20 years of experience in reputed spinning mills in India, Bangladesh and Indonesia. He has undergone multiple technical training programmes in the area of spinning offered by prestigious names of the textile industry. His area of expertise includes process control, machinery maintenance and quality assurance in spinning.