

In this article, N Prakash shares his views on how to manage humidification and total air control for achieving higher productivity and quality in the Textile manufacturing processes.
The control of temperature, relative humidity (RH) and reduction of dust level in textile production process is a vital aspect in achieving production without breakage of yarn and consistent quality parameters like yarn strength, elongation and efficiency of the process. The in manufacturing processes like spinning, weaving undergo series of operations in production process and due to hygroscopic nature and other properties, they are subject to contamination, high level of fly liberation and micro dust. The complexity varies depending on quality of raw material, the location of manufacturing plant and availability of built–in infrastructure such as air conditioning, filtration and waste collection systems for textile manufacturing plant and its efficient utilization.
With the large scale modernization proposed by the textile industry in the spinning and weaving sector it becomes imperative to focus on the humidification systems, air balancing and ensuring uniform humidity levels combined with close control of working temperature levels and dust free environment.
The textile air conditioning, ventilation and dust collection systems in the modern textile mills are installed to ensure the required working environment as recommended for various process materials like cotton, wool, linen, worsted, silk, rayon etc.,
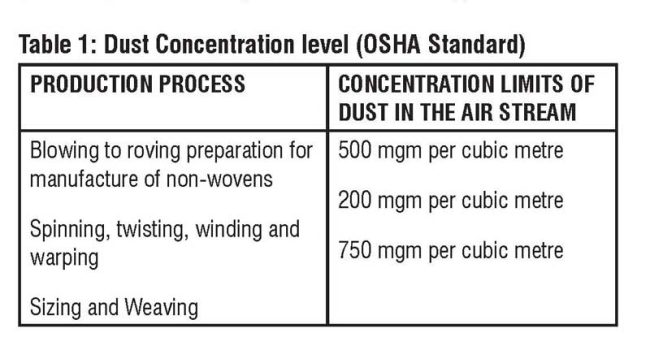
The latest textile machinery in spinning and weaving are sophisticated and operate at very high speed leading to lot of micro dusts and fibre concentration levels which are to be continuously removed in order to achieve higher production rate and maintain the desired quality. The modern textile factories are expected to maintain hygienic indoor air quality in the production area and not cause pollution into atmosphere. Dust concentration levels in the air stream are recommended for different process by OSHA (US Occupational Safety and Health Authority).
Machinery layout and its impact in heat and dust levels
Even the machinery layout for different textile processes differ based on various parameters. But a general over view is given below:
Blow room: Machines are large with more open space. Machine heat generation will be less. High dust and floating fluff generation prevail.
Carding & spinning preparatory: Machines sizes are comparatively small. But due to layout of machine and material cans, large area is left open and spot / localized heat generation happen. High level of dust and fluff generates from the machines. New generation machines run at high speed and have special arrangements for dust extraction and separating wastes through continuous and intermittent systems.
Spinning: Large size machines almost occupy most of the space. Even motor capacities are high. More heat generation takes place from entire machine. High fly and fluff liberation happens. New generation machines have long ring frames, dual motors of high KW rating, auto-doffing combined with link coners, which run at spindle speed more than 20,000 rpm
Winding: Machine size large but less heat generation comparatively.
Weaving: Machine size is medium. Motor size is small and heat generation will be less. But fly liberation and sizing powder generation during weaving are considerably high. High Weaving efficiency rates can be achieved for normal and heavily coated warps in the range of 70-80% RH in the loom area. New generation looms operate at more than 1,200 picks.
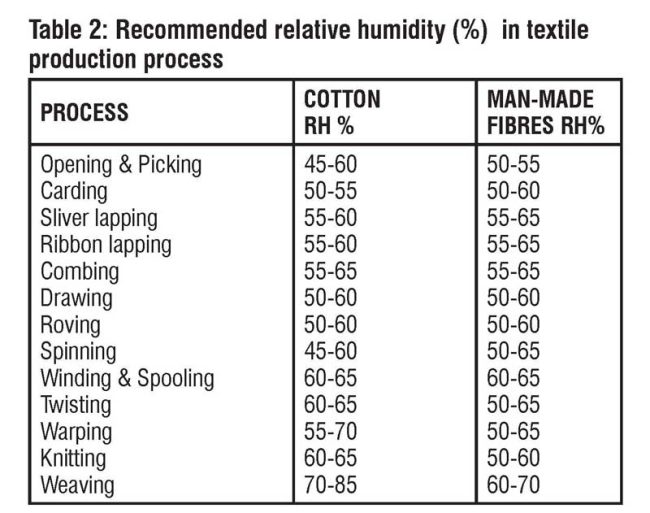
The Indoor conditions for textile spinning and weaving process differ for various operations and materials. The same is listed in the Table 2.
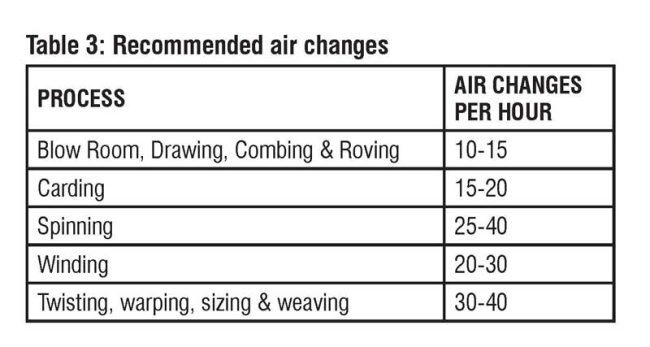
The various Air changes recommended for different production zones of textile manufacturing are given in the Table 3.
Geographical location & weather conditions
Impact of inside environment like dry bulb temperature, relative humidity, grains of moisture, fly liberation, hot pockets, improper air circulation, variation in the temperature and humidity levels have a direct bearing on the production efficiency, finish, appearances of product and quality.
In Practice, as each factory runs different type of raw materials with wide range of counts for yarns (hosiery yarn, yarn for weaving, yarn for processing and / or dyeing) in spinning, and in weaving involving various fabric construction, weaving preparatory processes, pick speed, type of loom etc., ensuring an uniform standard for whole year is a cumbersome and difficult task in the textile industry. In units producing multi-products, production planning depends upon the type of order received and the duration of each production process in the machines which may have to be run simultaneously and as such, each process being subject to specified ambient conditions, create practical difficulties in maintaining right conditions in the manufacturing process. Only practical and past experiences backed by historical MIS will aid in achieving desirable conditions and has to be applied on case to case basis.
The inside environmental condition of the textile production has relevance to the location of the manufacturing plant, i.e., the altitude, latitude, climate zone, historical data of weather conditions etc. Altitude plays a major part in shaping weather and climate. Altitude is usually specified as above the mean seal level (MSL). Pressure and temperature decrease with increase in height i.e. altitude. The atmospheric air depends upon the geographical location and weather conditions. For example, there will be seasonal changes of weather in different cities like Ahmedabad, Coimbatore, Belgaum, Hyderabad, Mumbai, Sholapur, Surat, Kolkatta, Varanasi, etc. In some places there could be hourly changes, day and night changes, weekly, monthly changes and so on. There could be extreme weather conditions like peak summer, peak winter and Monsoon. Irrespective of the outside ambient conditions, the production area is required to maintain the recommended temperature, Relative humidity conditions, which is very challenging, due to various factors mentioned earlier and the complexity involved in the textile manufacturing processes.
Climate zones and weather consideration
The climate zones differ for various locations in India. Accordingly, the weather conditions like dry bulb temperature, wet bulb temperature, humidity will vary in the atmosphere. Solar radiation, building orientation, building envelope, type of construction, type of roof, floor level, type of floor, etc. will account for inside heat transmission load and the performance of Air treatment and conditioning systems.
Impact on productivity and quality by total air control
The production of yarn and fabric are seriously affected whenever there is variations in the inside environment of the production hall. A slight change in the dry bulb temperature or relative humidity will have its impact on the process material.
- Moisture in the yarn enhances strength, elasticity and smoothen the surface.
- Yarn having lower moisture content will be thinner, weaker, brittle, less elastic, create more friction and produce static electricity.
- Yarn which regains optimum moisture have less breakages, fewer imperfections, less friction, more uniform and better quality
- Lower humidity during high spindle speed leads to abrasion and hairiness of yarn
- During weaving process in the loom, warp and weft absorbs moisture from the air.
The high-performance ring spinning operation demands a precise and close control of the following:
- Proper filtration of Air
- Supply of Conditioned Air and proper distribution of air to machines area uniformly.
- Blowing, suction, transfer and re-use of air from machines
- Proper suction and collection of dusts and waste, conveying and separation and then re-use or send to disposal.
The centralised air conditioning station which is in-built with necessary filters, high volume, high pressure Fans, cooling / heating devices for distribution and collection, operate separately for supply air and exhaust air systems and perform to carry out the first three points mentioned above.
with regard to fourth point, the central waste collection and fibre deposit plant will ensure maintaining necessary suction pressure at the machine for proper collection of the micro fibre / dusts / wastes, etc. and proper separation and further process.
Ensuring air control and air balance
The production zone has to be in proper air balance. ie the supply air quantity should be higher than the exhaust air quantity. Always, positive pressure to be maintained inside. Insufficient air and negative pressure will lead to disturbance in the humidity and variations in temperature condition levels.
Technology and process for total air control and environment management
Most modern textile manufacturing in Spinning and weaving are installed with centralised Air filtration, Conditioning, waste collection and disposal systems using continuous and fully automatic control technology. There will be separate supply air distribution through overhead ducts, separate Exhaust Air connections through underground trenches and machine air exhausts through ducts.
Effective functions of central Air conditioning and filtration system are:
- Removes heat from machines and motor
- Maintains Temperature for electronic component of the machines
- Precise control of recommended Temperature and Relative humidity for the Textile fibre –yarn and fabric
- Removes fly liberation, dust and fluffs from production machine areas.
- Desirable working conditions for operating personnel
- Effective functions of centralised fibre / waste collection and disposal system are:
- Maintains recommended suction / negative pressure in the machines / outlet
- Collects the dust / exhaust air from the machines/ condensers
- Effectively creates suction, collects and transports waste and fibres through the ducts at
- correct air velocity
- Separates good reusable fibres, wastes, dusts and air.
- Arrests high concentration of micro fibres, dusts and allow only clean air to surroundings and atmosphere
Conclusion
The textile industry is a high energy intensive
industry and employs the second largest workforce. The industry has undergone rapid changes in terms of technology, efficiency and processes throughout the manufacturing chain.
Whenever the industry is focusing on upgrading the production machinery their priority on the humidification and total air control takes a back seat. This leads to disturbances in performance of the machines at later date and becomes perennial problem for the production and quality managers.
The cost of Energy as a manufacturing cost in a composite textile mills is around 12 to 15% including electrical and thermal energy. Electrical Power cost alone of ring yarn is 12% of manufacturing cost in India. The industry is spending lot of money and resources on the important utility i.e. humidification and air control & filter systems. Therefore it also has the responsibility to conserve energy, reduce fossil fuels and adopt sustainable energy in achieving efficient manufacturing process, not only in the larger interest of sustainable development of environment, but also a necessity for economical and viability of the very existence of competitive textile manufacturing products.
Ensuring effective humidification, air filtration and waste treatment systems in the textile manufacturing processes becomes essential in order to achieve best quality, higher rate of production and value for money.

About the author:
N Prakash is CEO & Director of Vahyu Techno Engineers Pvt Ltd.
He has close to 3o years of experience in the Installation, Commissioning, Design & Supply of Air-conditioning, Humidification and ventilations systems. He is a Professional Engineer, Member of ASME, ISHRAE, IEI (India), and ECI. He is currently National Secretary of Indian Institution of Plant Engineers. He can be reached on email: prakashn@vahyutechno.com, or Mob: +91 94441 94269.