

Mechanical textile recycling is increasingly important in the transition toward a circular textile industry. A central question is under which conditions textiles and textile waste can be reprocessed into spinnable raw material and ultimately into high-quality yarn. Systematic material classification is essential for this purpose. It enables reliable assessment of heterogeneous waste streams, selection of appropriate recycling routes, and adjustment of machine settings in spinning preparation.
In the approach presented here, textile recycling is treated as a continuous, interconnected system. Material classification, tearing, fibre assessment, carding, fibre preparation, and yarn production are considered linked stages within a closed value chain rather than isolated steps. The objective is not only to recover fibres from waste but to return them to new textile products at the highest possible quality. This framework allows material streams of different origins to be analysed systematically and translated into reproducible process windows.
Why different textile waste streams require different recycling routes
Secondary raw materials differ not only in fibre composition but also in history, contamination, construction, and mechanical condition. Distinguishing between waste types is therefore essential in mechanical recycling. A practical classification differentiates post-industrial, pre-consumer, and post-consumer material streams, capturing fundamental differences without excessive complexity.
- Post-industrial textiles, such as cutting waste or production residues, are generally well controlled. They originate from known processes, have defined fibre compositions, and contain minimal foreign matter.
- Pre-consumer materials, such as unsold goods, also have known compositions but may include seams, coatings, labels, or other additional components.
- Post-consumer textiles are the most challenging. Having been used, they may be soiled and contain both textile and non-textile components such as zippers, buttons, reinforcements, or linings.
In this study, three material categories were examined under controlled conditions: worn workwear (65% cotton, 35% polyester) as post-consumer material; identical unused garments as pre-consumer material; and the same fabric supplied as yard goods as post-industrial material. This ensured identical fibre composition and textile construction across all categories.
A two-stage tearing system was employed in collaboration with Ommi S.r.l. (Prato, Italy). The RecoMover, equipped with coarser clothing, performs automated contaminant removal and initial opening. The downstream RecoLine, with progressively finer clothing and six workers, ensures gentle opening to the individual fibre level. Post-consumer and pre-consumer materials pass through two RecoMover drum units and four RecoLine units, whereas post-industrial materials are processed solely through six RecoLine drum units.
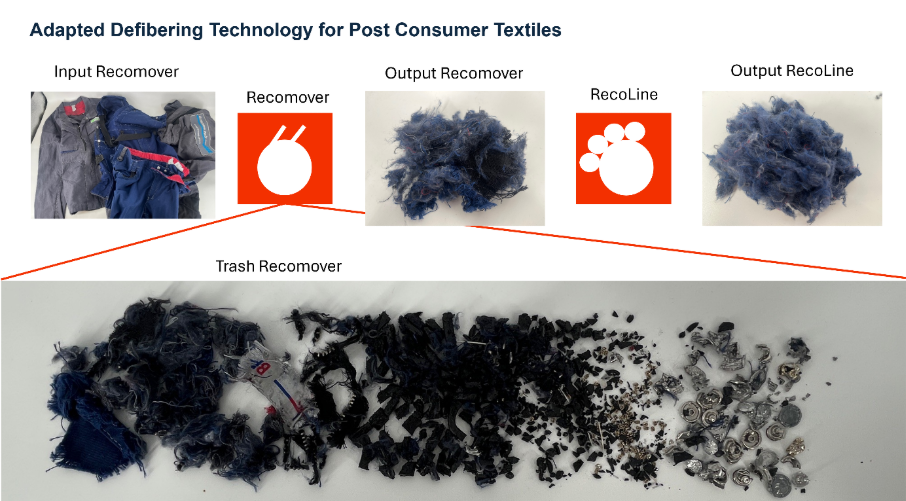
Figure 1: Tearing process for post-consumer textiles: input material, cleaning and opening stage, and the resulting fibre material after the tearing line. The figure illustrates that contaminant removal and fibre preservation already determine later process stability before carding even begins. Source: presentation “From Torn Fibre to Yarn” / Recycling Atelier Augsburg.
Fibre quality: Visible and hidden differences
The quality of torn fibre material is critical for producing spinnable raw material. It is evaluated using fibre length distribution, mean fibre length L(n), short fibre content SFC(n), degree of opening, waste content, dust, and nep levels. These parameters directly affect yarn strength, evenness, and process stability.
Fibre length was measured using an AFIS Pro 2, while opening degree and usable fibre proportion were assessed with a Shirley Trash Analyser. Despite identical initial compositions (65 per cent cotton, 35 per cent polyester), notable differences were observed. Post-industrial fibres exhibited the lowest quality, with L(n) of 10.4 mm and SFC(n) of 67.5 per cent. Pre-consumer material achieved L(n) of 14.2 mm and SFC(n) of 45.3 per cent, while post-consumer material reached L(n) of 12.4 mm and SFC(n) of 55.0 per cent.
NIR analysis confirmed no chemical differences apart from colour, and washing had no significant effect on fibre quality. The shorter fibre length in the post-industrial stream is therefore attributed to differences in the tearing process. Due to limited machine availability, identical configurations could not be applied; further trials are planned.
These results demonstrate that material classification must extend beyond fibre composition. Textile construction, garment features, pre-treatments, finishes, and tearing parameters must also be systematically documented for reliable process control.
Spinning preparation as a quality-defining step
After fibre opening, spinning preparation determines whether heterogeneous recycled fibres can form stable card slivers and yarn. The card plays a central role by opening, cleaning, individualising, and aligning fibres, thereby influencing sliver evenness, nep formation, and short fibre content.
Experiments were conducted using a TC 11 card (Trützschler Group SE) at ITA Augsburg Recycling Atelier to examine the effects of material type and process parameters on sliver and yarn quality. The study addressed three questions: the influence of material type on carding behaviour, the effect of carding on process and yarn stability, and the relationship between fibre and yarn quality.
A mixed-level full-factorial design was applied. The material blend consisted of 70 per cent virgin cotton and 30 per cent recycled material, producing an Nm 34 ring-spun yarn. Variables included material-related factors and machine settings in pre-carding and main carding zones, such as the number and spacing of carding elements and cylinder speed.
This design allowed clear distinction between material effects, process effects, and their interactions. Such differentiation is critical for industrial practice, as settings that perform well for one material stream may result in increased neps, poor evenness, or instability in another.
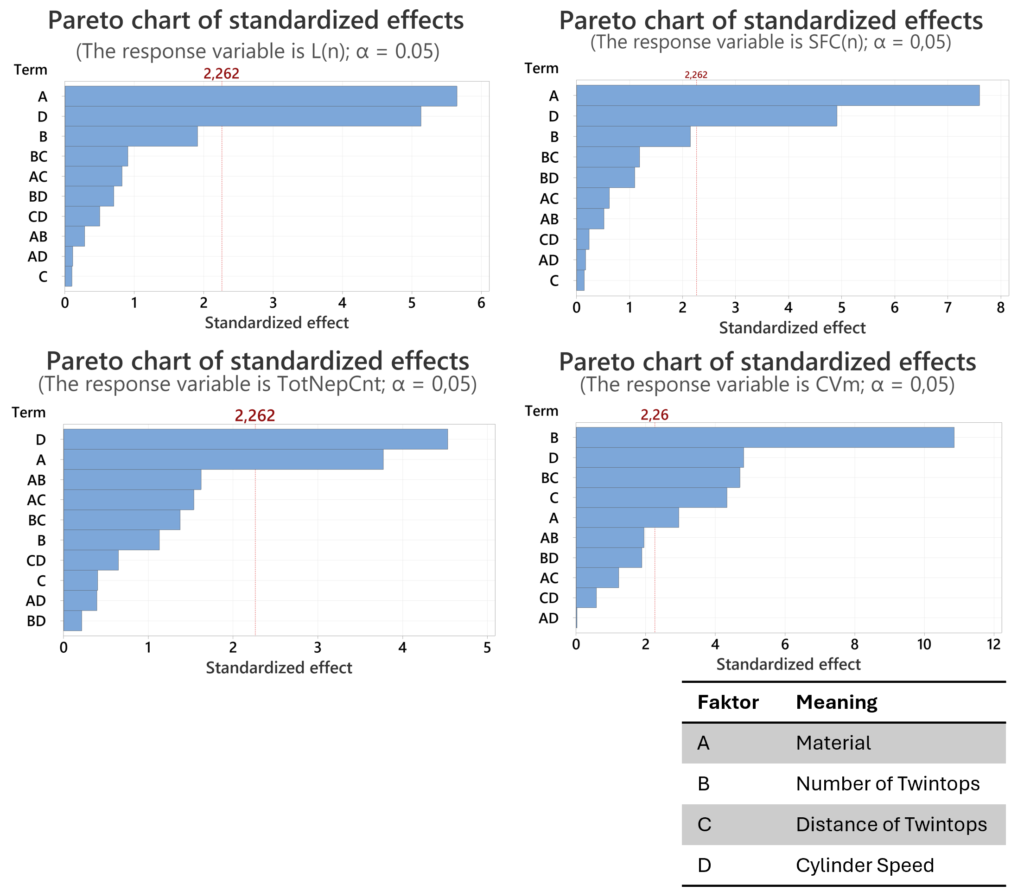
Material effects dominate carding behaviour
Statistical analysis showed that material type is the dominant factor affecting spinning preparation. Pareto analysis identified it as a significant influence on carding behaviour, particularly for fibre-related parameters. Highly significant effects were observed for L(n) and SFC(n), with additional significant impacts on total nep count and yarn neps.